 電子發燒友App
電子發燒友App


運動控制器的工作原理及應用
我們以運動控制器在數控系統中的應用及工作原理來詳解。
傳統的數控機床的控制方式主要有繼電器控制、單片機控制與PLC控制幾類。現階段數控系統逐漸向開放性的趨勢發展,繼電器,PLC和單片機的擴展性和可移植性都比較差,不能夠滿足數控系統的發展要求。近年來,運動控制器得到了廣泛的應用,它具有開放性好、可移植性好、可靠性高、控制功能強、體積小且性價比高等諸多優點,經過發展,運動控制器幾乎應用于所有的工業企業中。運動控制器既可以應用于傳統機床的數控化改造,也可以應用于新型數控機床的設計,降低成本、節約能源并且提高效率。本文以機械手的控制系統為例,介紹了基于運動控制器的數控系統設計。
1、數控系統總體方案
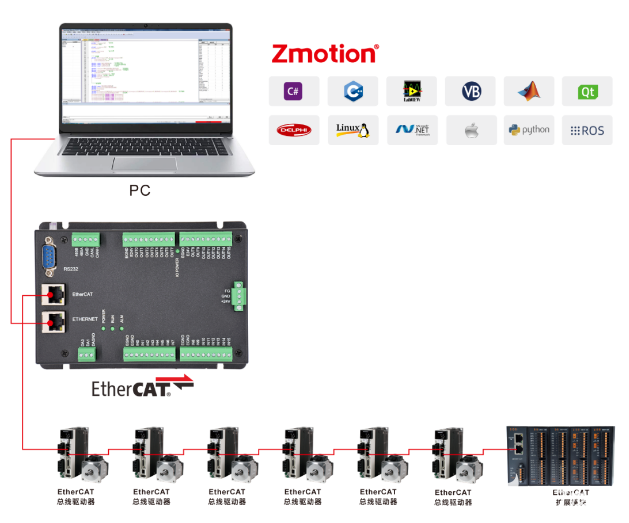
如圖1所示,整個數控系統由硬件和軟件兩部分組成,硬件部分又分為控制系統硬件和電氣控制柜。控制系統硬件包括運動控制器、I/O(輸入/輸出)接口、驅動模塊和執行模塊,這部分是數控系統硬件的核心部分;電氣控制柜由動力電路、控制電路和信號指示電路等組成。由于現有的運動控制器體積較小,集成度較高,也可以直接將其放置于電氣控制柜中。數控系統的軟件編寫與硬件有一定的關系,一般運動控制器和觸摸屏等都會提供編程工具與編程語言,用戶根據不同需求使用所提供的編程工具與編程語言進行軟件設計。
2、機械手工作原理

圖1 數控系統總體方案圖
本文中的機械手指搬運機械手,所要完成的工藝流程一般是將工件從一個指定位置運送到另一個指定位置,機械手工藝流程如圖2所示。數控系統在工作之前,機械手位于設定的原點,整個系統有上下左右4個限位開關,分別接入運動控制器中的4個不同輸入點。數控系統工作時,機械手由原點向下運動,碰到下限位開關后停止運動,機械手抓取工件,為保證機械手能夠可靠的夾緊工件,需使用數控系統延時功能,在夾緊2s后再繼續向上運動,其余三方向同理,最后機械手松開工件,放在指定位置。為保證機械手能夠可靠的放置工件,使用數控系統延時功能,在松開2s后再繼續向上運動,碰到上限位開關后繼續向左運動,回到原點后進行下一次抓取與放置。
機械手搬運分為自動和手動兩種模式,在自動模式下,無需人為干預,系統全自動運行;在手動模式下,操作者可以根據自己的需求控制機械手的動作。
3、數控系統硬件設計
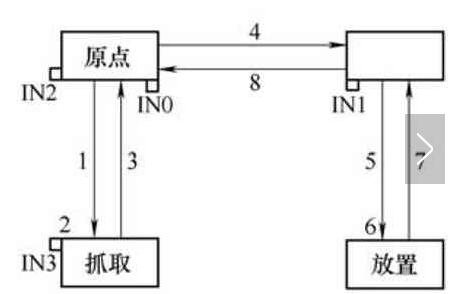
圖2 機械手工藝流程圖
數控系統硬件主要包括運動控制器、伺服驅動系統、氣動夾緊機構、觸摸屏以及其他擴展模塊和輔助硬件。數控系統硬件設計如圖3所示。
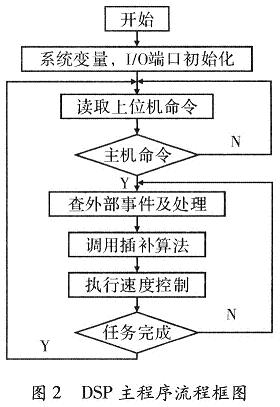
(1)數控系統硬件設計。運動控制器選用英國Trio控制器,采用32-bit的120~150MHz的DSP的最新的微處理器技術,融合了最新的控制理論及其網絡技術控制。Trio運動控制器提供了豐富的標準接口,例如RS232C、RS485、USB、Ethernet及CAN等,其中RS232C、RS485帶有HostLink、Modbus協議,可以和觸摸屏直接通訊;Trio運動控制編程語言是一種由Trio自行開發的結構類似于BASIC的語言,其命令就是該運動名稱的英文單詞。例如:軸就是AXIS,相對移動就是MOVE,絕對運動就是MOVEABS等等。另外,TRIO還提供二次開發使用的ActiveX控件,用戶可以根據自身需要利用VB/VC/C++等高級語言進行二次開發。
(2)選用屏通觸摸屏,屏通觸摸屏采用高彩、高亮度的數字式液晶屏幕,顯示效果好、反應快。觸摸屏與運動控制器之間通過RS485接口連接,觸摸屏可以進行參數的設置與顯示。機械手的狀態信息通過觸摸屏可以直觀的顯示出來,還可以通過觸摸屏上的按鈕、數字輸入等功能向系統發出指令,對機械手進行控制。
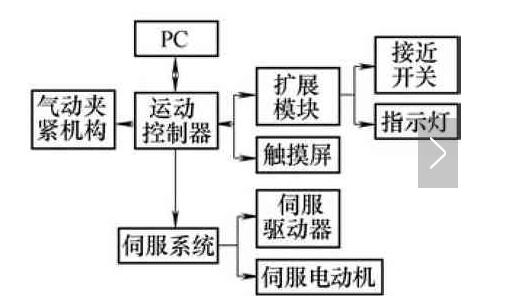
圖3 系統硬件設計圖
(3)伺服系統選用松下MINAS A5系列伺服系統,包括伺服驅動器和伺服電動機,該伺服系統可以滿足高速、高精度和高性能的要求。伺服驅動器和伺服電動機之間通過配套的動力線和編碼器線進行連接。在機械手中需要水平和豎直兩套伺服系統。水平和豎直方向分別有兩個限位開關,用來控制伺服電動機的行程。除此之外,在水平和豎直方向分別有一個回零開關作為基準,用來設置水平和豎直方向的零點。
4、數控系統軟件設計
系統軟件設計主要包括三大部分,分別為上位機程序設計、控制程序設計與觸摸屏程序設計。通過控制程序和觸摸屏程序的配合運行,可以實現機械手相應的功能。
(1)軟件整體設計。為了保證軟件的可靠性與可擴展性,控制程序與觸摸屏程序采用模塊化設計思想。如圖4所示,軟件分為管理模塊、控制模塊和參數模塊三大部分。由于運動控制器自身沒有操作系統,不具備開發環境,必須通過上位機對其進行開發與管理,所以管理模塊在上位機中運行;控制模塊在運動控制器中運行,在上位機上編寫好的控制程序可以直接傳輸到運動控制器中,運動控制器根據程序實現相應的功能;參數模塊主要用來進行參數的設置與顯示,可在觸摸屏上運行。通過這樣的模塊化設計,可以提高系統的響應速度,使系統更加穩定可靠。
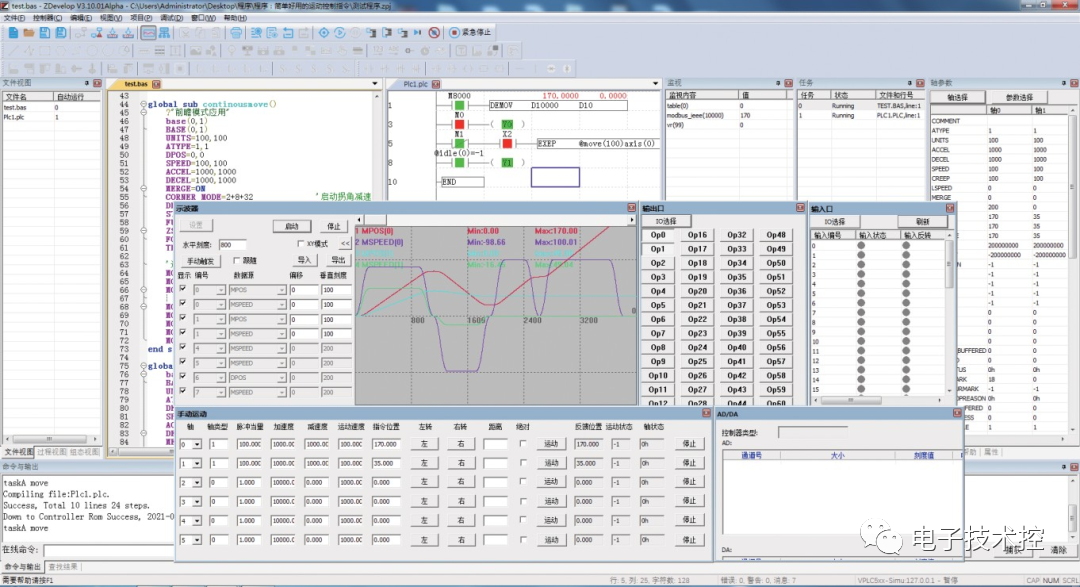
(2)部分程序設計。由于運動控制器是基于PC運行的,所以需要開發上位機程序對數控程序進行管理。一般運動控制器都會提供上位機開發的接口。Trio中的Active X控件就是用來與高級語言結合使用的接口,本文中使用VB進行上位機程序編寫,直接向工程中添加Active X控件,編程時調用相關函數即可。
控制程序分為兩部分,分別為手動控制程序和自動控制程序。在手動控制模式下,機械手主要根據觸摸屏上的按鈕指令進行運動,各個動作可以單步執行,主要用來進行安裝調試與維修等工作;自動控制程序用來控制機械手自動完成工件的搬運工作,程序通過外部狀態信息的反饋,按照指定路線進行工件搬運,當出現問題時系統會運行保護程序,防止意外發生,機械手的運行狀態和外部反饋信息都會在觸摸屏上實時顯示。機械手控制流程如圖5所示。
觸摸屏是人機交互的窗口,觸摸屏程序由多個畫面組成,通過這種方式來使人機交互更加清晰,避免誤操作的發生。觸摸屏界面主要有主界面、狀態顯示界面和操作界面等,其中狀態顯示界面如圖6所示。
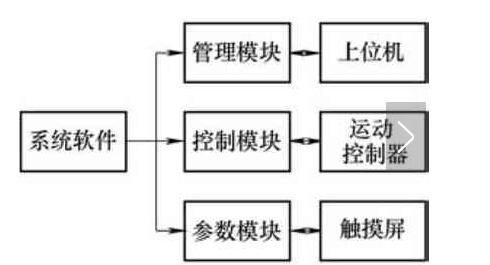
圖4 軟件整體設計圖
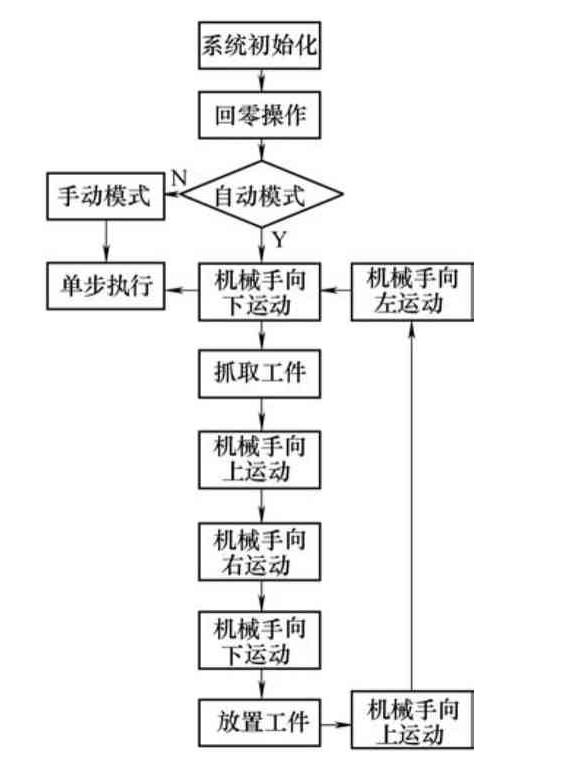
圖5 機械手控制流程圖
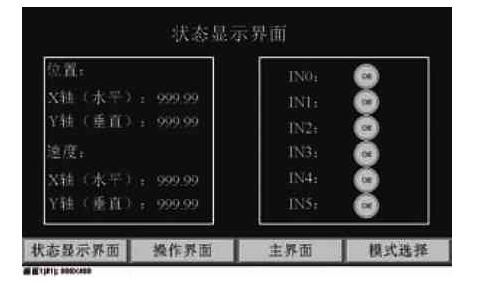
圖6 狀態顯示界面
5、結語
隨著工業控制的不斷發展,新的控制方式不斷出現,相應的數控系統也需要與時俱進。采用運動控制器作為數控系統的核心具有系統簡單靈活、硬件少且開放性好的優點。實驗結果達到了預期設想,完成了相應功能,證明了系統的可行性。基于運動控制器的數控系統,既可以應用于新數控系統的開發,又可以應用于傳統機床的數控化改造,是數控系統發展的新方向。





















 工商網監
工商網監
評論