 電子發燒友App
電子發燒友App


1.SIEMENS 810M固定循環返回平面不正確的故障維修
故障現象:某配套SIEMENS 810M的立式加工中心,自動運行L81、L84等固定循環指令時,發現Z軸的返回平面不能通過參數R10定義,每次執行時只能返回到參考平面R2。
維修分析和解決方案:由于機床其他動作全部正常,因此可以確認故障是由于系統軟件選擇不當引起的。
在SIEMENS 810M中,固定循環具有UMS02與UMS03兩種基本的循環格式,當選匆了UMS02格式時,只有L82、L83、L85等少數固定循環可以返回到R10平面,其余大部分固定循環只能返回到R2平面。這兩種格式的選擇通過機床設定參數SD5000 bit0進行選擇,當SD5000 bit0=0時,選擇的是UMS02格式:當SD5000 bit0=l時,選擇的是UMS03格式。在本機床上,通過設定SD5000 bit0=l即可以使全部固定循環均返回到R10參數指定的位置。
2.810M攻螺紋時Z軸位置出錯的故障維修
故障現象:某配套SIEMENS 810M的立式加工中心,自動運行L84固定循環指令時,發現Z軸到達R3指定的位置后,Z軸不停止進給,繼續往下運動。
維修分析和解決方案:由于機床其他動作全部正常,因此可以確認故障是由于系統軟件選掃不當引起的。
在SIEMENS 810M中,攻螺紋循環具有剛性攻螺紋與柔性攻螺紋兩種基本的格式,當選擇了剛性攻螺紋格式時,Z軸與主軸實現同步進給,因此只有在主軸停止后,Z軸才停止進給。這種情況下,循環指令中的R3只是指定了主軸開始停止正轉的位置,由于主軸制動需要一定的時間,因此造成了Z軸到達R3位置后,繼續往下進給的現象。
解決此問題的方法是改變攻螺紋循環的基本格式,它可以通過修改機床參數MD5013 bit0進行,當設定MD5013 bit0=l后即可以選擇柔性攻螺紋格式,使Z軸進給在R3指定的位置停止進給。
3.刀庫互鎖M03不能執行的故障維修
故障現象:某配套SIEMENS 810M的立式加工中心,在自動運行如下指令時:
T**M06;
S**M03;
G00Z-100;
有時出現主軸不轉,而Z軸向下運動的情況。
維修分析和解決方案:本機床采用的是無機械手換刀方式,換刀動作通過氣動控制刀庫的前后、上下實現的。由于故障偶然出現,分析故障原因,它應與機床的換刀與主軸間的互鎖有關。
仔細檢查機床的PLC程序設計,發現該機床的換刀動作與主軸間存在互鎖,即:只有當刀庫在后位時,主軸才能旋轉;一旦刀庫離開后位,主軸必須立即停止。
現場觀察刀庫的動作過程,發現該刀庫運動存在明顯的沖擊,在刀庫到達后位時,存在振動現象。通過系統診斷功能,可以明顯發現刀庫的“后位”信號有多次通斷的情況。而程序中的“換刀完成”信號(M06執行完成)為刀庫的“后位到達”信號,因此,當刀庫后退時在第一次發出到位信號后,系統就認為換刀已經完成,并開始執行S**M03指令。但M03執行過程中(或執行完成后),由于振動,刀庫后位信號再次消失,引起了主軸的互鎖,從而出現了主軸停止轉動而Z軸繼續向下的現象。
解決問題的方法是通過調節氣動回路,使得刀庫振動消除,并適當減少無觸點開關的檢測距離,避免出現后位信號的多次通斷現象。在以上調節不能解決時,可以通過增加PLC程序中的延時或加工程序中的延時解決。
4.刀庫互鎖2軸位置出錯的故障維修
故障現象:某配套SEMENS 810M的立式加工中心,在自動運行如下指令時:T**M06;
G00Z-100;
有時出現Z軸向下不到位現象,而且誤差不定。
維修分析和解決方案:機床同上,現場試驗當單段執行程序或程序中取消換刀指令后, Z軸定位正確。分析故障原因與上例相似,它與機床的換刀動作和Z軸間的互鎖有關。
現場觀察刀庫的動作過程,同樣發現該機床刀庫運動存在明顯的沖擊,在刀庫到達后位時,存在振動現象,引起了Z軸的互鎖,從而出現了Z軸不到位的現象。
解決問題的方法與上例相同,可以通過增加PLC程序中的延時或加工程序中的延時解決。
5.@400~@40b指令無法執行的故障維修
故障現象:某配套SIEMENS 810M的立式加工中心,在運行CL800語言的@400-@40b指令時,發現以上指令無法執行。
分析與處理過程:SIEMENS 810M系統的@400-@40b指令為CL800語言的特殊指令,該指令通常用于機床制造廠家,以實現特殊控制動作。
在SIEMENS 810M系統中,以上執行指令為系統的選擇功能,它需要通過指定的參數予以生效。該參數為NC-MD5012 bit2,當NC-MD5012 bit2=0時,功能允許。在本機床上,通過設定以上參數后,@400-@40b指令即可以正常執行。
6.軟件版本升級引起“選刀”錯誤的故障維修
故障現象:某配套SIEMENS 810M的立式加工中心,在采用的系統由軟件版本1232改為1233后,在執行同樣的PLC程序時,發現機床選擇的刀具錯誤。
維修分析和解決方案:檢查SIEMENS原文說明書發現,810M系統由軟件版本1232改為1233后,其中的部分參數定義均發生了變化,如:機床輸入分辨率、位置控制分辨率等。同樣,由于機床的刀號是數控系統的T代碼進行選擇的,當T代碼的格式錯誤時,將引起刀具執行的錯誤。
因為PLC程序設計時使用的T代碼為BCD碼,系統的T代碼輸出應與此對應。在810M中對于不同的版本,T代碼BCD輸出格式的選擇參數如下:
版本1223、1232:PLC-MD200lbit6=1;
版本1233:PLC-MD2001bit4=1;
更改以上參數后,機床恢復正常。
7.軟件版本升級引起軟件限位無效的故障維修
故障現象:某配套SIEMENS 810M的立式加工中心,在采用的系統由軟件版本1223改為1232后,在設定同樣的參數后,發現機床軟件限位無效。
維修分析和解決方案:原因同上,問題是由于系統軟件版本更改引起的。在810M中對于不同的版本,加工區域限制設定參數的格式如下:
版本1223:加工區域限制設定參數的單位為μm;因此對于位置值,如-200mm應輸入-200000。??
版本1232:加工區域限制設定參數的單位為mm,因此對于位置值,如-200mm應輸入-200。
更改以上參數后,機床恢復正常。
8. 軟件版本升級引起ALM3003報警的故障維修
故障現象:某配套SIEMENS 810M的立式加工中心,在系統由軟件版本1223改為1233后,自動執行加工程序時,出現ALM3003報警。
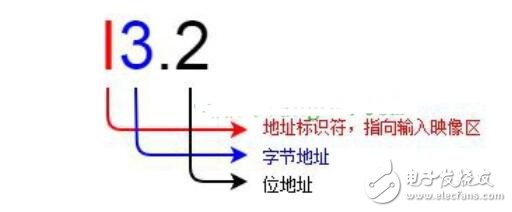
維修分析和解決方案:SIEMENS 810M出現ALM3003報警的含義是“程序中的地址不正確。”檢查加工程序正確,對照SIEMENS原文說明書發現,該版本的系統需要設定開機默認G代碼參數NC-MDl080~MDll80。
根據機床的實際要求設定以上開機默認G代碼后,機床恢復正常。
9.自動加工完成后出現ALM22報警的故障維修
故障現象:某配套SIEMENS 810M的立式加工中心,自動執行加工程序完成后,系統每次出現ALM22報警。
維修分析和解決方案:SIEMENS 810M出現ALM22報警的含義是“RS232通信錯誤。”檢查加工程序正確;進一步檢查系統顯示,發現CRT上除報警外,還有DIO狀態顯示,表明系統自動工作在數據輸入/輸出工作狀態。
參考系統說明書,通過改變系統的數據輸入、輸出設定參數SD5010、SD5011、SD5012、SD5013的設定,故障排除,機床恢復正常。
10.810M出現ALMll20報警的故障維修
故障現象:某配套SIEMENS 810M的龍門加工中心,手動移動X軸時,系統出現ALMll20報警。
維修分析和解決方案:SIEMENS 810M出現ALMll20報警的含義是“停止時夾緊允差超過”。根據該系統的特點,以上報警的實質是停止時的位置跟隨誤差超出了參數MD2120設定的允許誤差范圍。
由于機床工作臺運動正常,故障原因應與系統參數設定有關,檢查系統與報警有關的參數,發現該機床的系統參數NC-MDl56=0。
在SIEMENS 810M系統中,該參數為“位置跟隨誤差消除時間”設定,當此值設定為“0”時,系統在編程的理論值到達后,即開始檢測跟隨誤差,由于此時位置環尚未完成閉環調節,因此會引起上述報警。
通過設定NC-MDl56二500ms后,故障消除,機床恢復正常。
11.快進時出現ALMl040報警的故障維修
故障現象:某配套SIEMENS 810M的龍門加工中心,在自動執行G00指令時,當快進倍率調到100%時,系統出現ALMl040報警。
維修分析和解決方案:SIEMENS 810M出現ALMl040報警的含義是“到達DAC輸出極限。”根據該系統的特點,以上報警的實質是坐標軸運動時的位置跟隨誤差超出了參數設定的允許誤差范圍,導致DAC輸出值超過了參數NC-MD2680設定的范圍。
解決以上問題的方法是通過調節伺服驅動器,減小G00時的位置跟隨誤差;或提高NC-MD2680設定的DAC輸出值。
由于NC-MD2680設定的DAC輸出值受到系統的限制,其最大值不可能超過10V,故在本機床上,通過調節伺服驅動器的測速反饋電位器,減小位置跟隨誤差后,故障排除,機床恢復正常工作。
12.自動加工時出現ALM3003報警的故障維修
故障現象:某配套SIEMENS 810M的龍門加工中心,在自動執行程序時,出現ALM3003報警。
維修分析和解決方案:SIEMENS 810M出現ALM3003報警的含義是“程序中的地址不正確,”或“NC-MD5480/5500/5520/5540設定的軸名稱與NC-MD5680/5681/5682/5683設定的軸名稱不統一”。
檢查加工程序正確,未發現編程錯誤。進一步檢查系統參數,發現該機床的坐標軸名稱設定存在矛盾,即:參數NC-MD5480/5500/5520/5540中定義的軸名稱分別為:X、Y1、Z1:但是在參數NC-MD5680/5681/5682/5683中定義的軸名稱為:X、Y、Z、A;兩者矛盾。修改參數,使其統一后,故障排除。
13.自動加工時出現ALM3004報警的故障維修
故障現象:某配套SIEMENS 810M的龍門加工中心,在自動執行程序時,出現ALM3004報警。
維修分析和解決方案:SIEMENS 810M出現ALM3004報警的含義很廣泛,其中絕大多數與CL800編程有關。檢查所執行的程序,該程序為CL800語言編制的特殊程序,程序中使用了利用@命令寫入NC-MD參數的指令。
保證以上指令能夠執行寫入的前提是系統參數NC-MD5012bit2必須設定為“0”,檢查系統中此參數設定錯誤;重新設定后,程序可以執行,機床恢復正常。
14.810M出現ALM3報警的故障維修
故障現象:某配套SIEMENS 810M的臥式加工中心,在機床調試過程中時,出現ALM 3、ALM6105報警。
維修分析和解決方案:SIEMENS 810M出現ALM3報警的含義是“PLC運行停止”,ALM6105報警的含義是“MC5塊丟失”,可能的原因是PLC程序調用了一個無效的程序塊。為了確認故障原因,使用SIEMENS編程器與CNC聯機后,在TEST方式下,通過子目錄OUT PLC informations檢查PLC中斷棧(ISTACK),檢查發現PLC中斷棧的*RUFBST標志位為“1”,確認PLC程序調用了一個無效的程序塊。進一步檢查發現該程序塊為PB35;修改PLC程序,在OBl中取消PB35調用指令后,故障排除。
15.加工程序不能執行的故障維修
故障現象:某配套SIEMENS 802D系統的數控銑床,加工程序無法執行。
維修分析和解決方案:本機床在選擇了加工程序名稱,按下“執行”鍵后,系統顯示器提示“系統不在復位狀態”;按系統“復位”鍵,并再次按下“執行”鍵后,系統顯示器仍然提示“系統不在復位狀態”,無法執行加工程序。
通過MDA方式執行程序,發現系統工作正常;而且在隨意編入其他簡單的加工程序進行試驗時,機床仍然可以正常運行,由此判定故障原因應在用戶的加工程序上。考慮到本機床用戶加工程序未能進行選擇,因此,程序名出錯的可能性較大。進一步檢查發現,用戶加工程序采用了中文字符,系統無法進行識別。按802D對程序名的要求:
①首兩位必須為字母。
②其余位為字母、數字或下劃線。
③不可以使用分隔符。
④字符總數不能超過16個字符。??
重新修改程序名后,加工程序工作正常。
16.自動換刀中斷的故障維修
故障現象:一臺采用西門子SINUMERIK 840C系統的臥式加工中心,在自動換刀時,出現刀庫定位不正確的故障,機床換刀不能實現。
維修分析和解決方案:仔細檢查機床控制系統,確認該機床的刀庫旋轉是通過系統的第5軸進行刀庫回轉控制的,刀庫的刀具選擇通過第5軸的不同位置定位來實現。
仔細觀察刀庫的轉動情況,發現該機床刀庫上的全部刀具定位都產生了同樣的偏差,由此可以確定引起故障的原因,是由于機床第5軸參考點位置調整不當引起的。重新調整機床第5軸參考點位置,將參數MD2404進行重新設定后,機床恢復正常。
17.加工程序無法存儲的故障維修
故障現象:某配套SIEMENS 802D系統的數控銑床,每次關機后,加工程序無法存儲。
維修分析和解決方案:為了確認故障原因,維修時編制了多個加工程序進行試驗,發現故障現象均不存在,即:系統本身并無問題。
檢查操作人員編制的程序,機床全部動作均執行正確無誤。因此可以排除程序錯誤的原因。考慮到802D系統的特點,判定程序名出錯的可能性較大。進一步檢查用戶加工程序名,并按802D對程序名的要求修改后,加工程序即可以保存。










 工商網監
工商網監
評論