 電子發燒友App
電子發燒友App


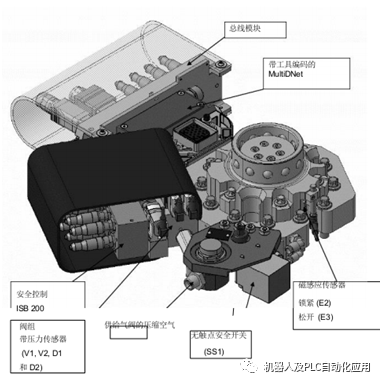
工位背景:機器人帶抓手抓件,將抓手放到工位里,然后PLC和夾具將機器人抓手固定,機器人于抓手脫開,其他機器人開始焊接,工作結束后機器人在去抓抓手,離開工位,再去抓件。
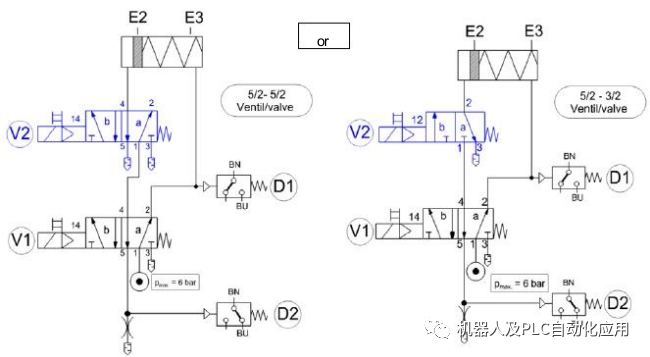
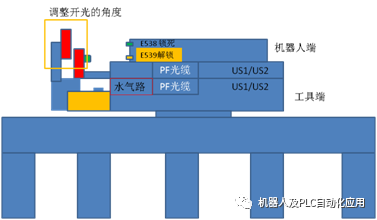
閥導的由US2控制:
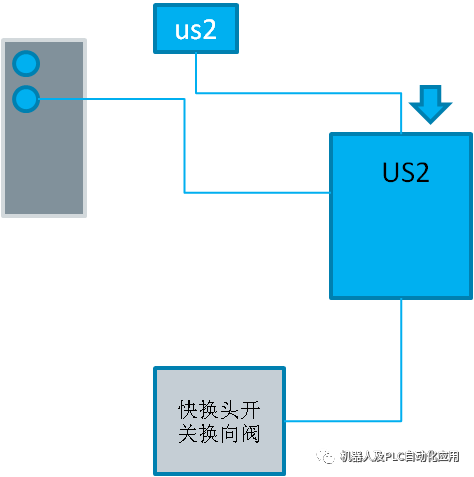
氣路設計?
為使工具自動連接 St?ubli MPS,須按照以下流程進行操作。?
1? 檢查對接系統是否空閑(未對接工具)? 2? 檢查存放工位是否存在工具? (檢查機器人單元內的所有存放工位)? 3? 如果存在工具,則打開存放工位的蓋板? 4? 檢查存放工位的蓋板是否已打開? 5? 移動到換槍盤的起始點(該位置取決于MPS的類型),移動到對接位置上方Y距離處? 6? 更換工具中間點沿 MPS 方向起動 導向元件 (該位置取決于所使用的 MPS), 對接位置上方的尺寸 X? 7? 機器人停止移動? 8? 解鎖 MPS (MPS 解鎖信號輸出為“高? ? ?” )? 9? 詢問對接信號(檢查是否所有對接信號處于正常狀態)? 10? 對接點沿 MPS 導向元件方向起動? 11? 詢問閉鎖信號調查(檢查是否所有閉鎖信號處于正常狀態)? 12? 閉鎖 MPS (MPS 解鎖信號輸出為“低? ? ?”)? 13? 詢問閉鎖工具信號和工具編碼? 14? 從對接點沿存放導向裝置 (尺寸 Z)方向離開? 15? 檢查是否已將工具從存放工位移除? 16? 從存放工位離開,必要時關閉存放工位的蓋板?
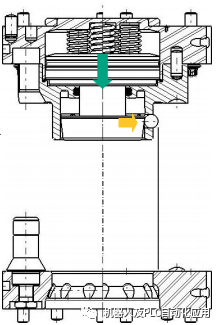
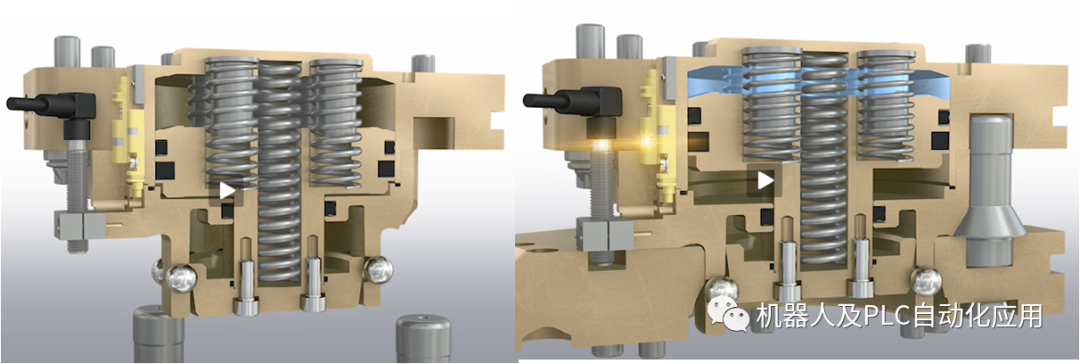
鎖緊裝置??
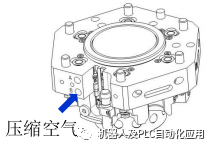
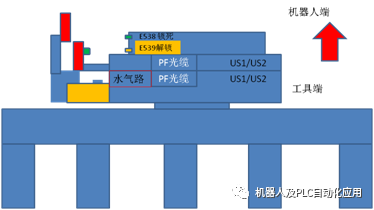
步驟 1:? ? 機器人側和工具側處于分離狀態 (松開)? ? 活塞通過彈簧保持在鎖緊位置? ? 鋼珠受到向外的壓力處于鎖緊位置?
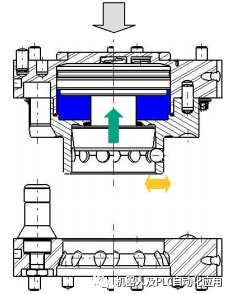
鎖緊裝置?
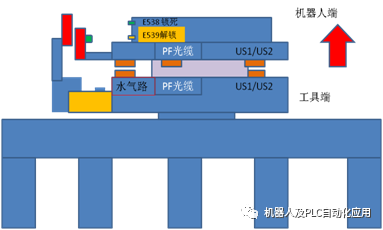
? 機器人側和工具側處于分離狀態 (松開)?
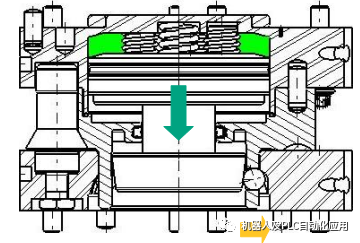
? 松開氣孔通入壓縮空氣增壓,活塞向箭頭方向運動 ?
? 鋼珠作用力被釋放 (可按箭頭方向運動)?
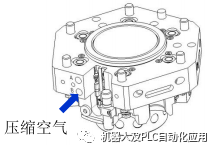
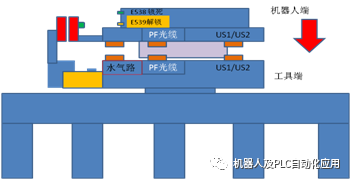
鎖緊裝置? 步驟 3:? ? 機器人側和工具側處于接合狀態?? ? 活塞在壓縮空氣的作用下處于松開位置?? ? 鋼珠作用力被釋放 (可按箭頭方向運動)?
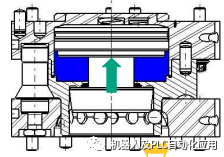
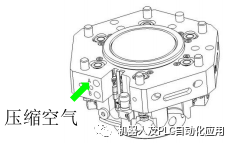
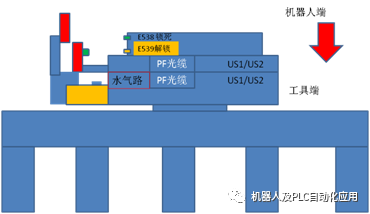
鎖緊裝置? 步驟 4:? ? 機器人側和工具側處于接合狀態?? ? 鎖緊氣孔通入壓縮空氣增壓,活塞向箭頭方向運動?? ? 鋼珠受到壓力向箭頭方向運動,壓入工具側的鋼珠槽?
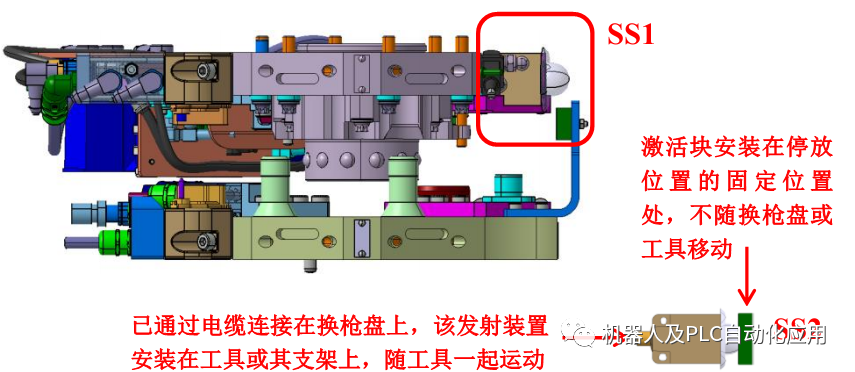
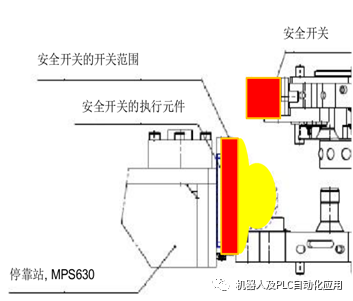
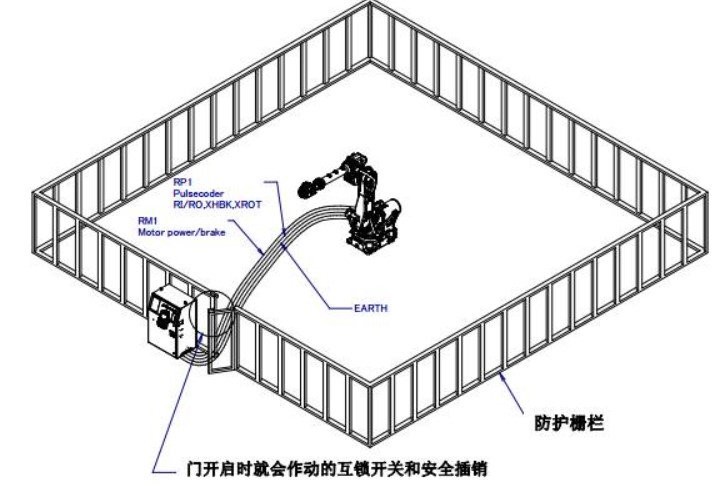
定位抓手的使用原則為: 1,機器人抓取工具時,機器人驅動換槍盤向工具移動,首先SS1激活。? 2,機器人側換槍盤繼續向工具側換槍盤移動時,SS2被激活,同時SS1仍保持在激活狀態。? 3,繼續沿原方向運動,SS1退出激活狀態,此時SS2仍保持在激活狀態。? 4,兩個安士能安全開關一直保持○3的狀態直到換槍盤兩側貼合到位,然后鎖緊。? 5,機器人攜帶工具離開停靠站,SS2退出激活狀態,同時SS1保持未激活狀態。 6,機器人攜帶工具正常工作的時候,保持兩個安士能安全開關均未激活。?
故障維修的難度:
由于抓手夾具和PLC結合控制需要關閉安全門控制夾具實現順序控制,這樣我們很難觀察到故障發生的第一時間只能是觀察機器人IO判斷.
機器人抓抓手時沒有任何故障,只有當機器人脫開抓手時才會報錯沒有E540 .?
原因分析:
編程分析:
--------放下抓手軌跡:
PTP VB=100% VE=100% ACC=100% RobWzg=1 Base=1 SPSTrig=0[1/100s] P
-- Undock? Greifer?Position – 放下抓手的位置
LIN VB=200[mm/s] VE=0% ACC=100% RobWzg=1Base=1 SPSTrig=5[1/100s] P
1: FB PSPS = EIN
2: A23 = AUS
3: WARTE BIS E58? ?
4: -- (A75) Werkzeugfreigabe 6 PF2V3112020 WZ1Z33-34 Steuern V/R --
5: A75 = EIN?? -----機器人到位后發出可以PLC和夾具
6: -- (E75) Stellungsfreigabe 6MS2V2 112016 Teil Einlegen ausfahrt --
7: WARTE BIS E75 -----PLC允許機器人離開故障
8: A75 = AUS -----關閉機器人允許PLC合夾具故障.
9: TECH3_ PN-Docken ID-Nr =145Abschalten EIN ?關閉網絡
10: WARTE ( EIN ) ZEIT 5 [1/10Sek] ??等待時間
11: WARTE BIS E23
12: A23 = EIN
13: SPSMAKRO422 = !E540 ??快換頭復位
14: SPSMAKRO420 = EIN??? 打開快換頭發出A539,脫開快換頭.
15: FB PSPS = E42 & E46 &E58 & E75 & E80 & M30
---在發出打開快換頭的解鎖信號A539時,此時安全擋塊沒有被安全模塊檢測到,因此快換頭再次報錯沒有E540.

“解鎖”信號故障
在標準版本中如果“解鎖”信號已設定,而安全開關未激活,此狀態將被識別為故障, LED H5亮紅燈,經過2秒延遲后H6亮紅燈
-- After? Undock? Greifer?Position –脫開抓手的位置
LIN VB=150[mm/s] VE=0% ACC=100% RobWzg=32 Base=1 SPSTrig=5[1/100s] P
1: FB PSPS = EIN
2: A23 = AUS
3: WARTE BIS E23
4: A23 = EIN
5: A539 = AUS? ---到達脫開位置后關閉脫開閥控制。
6: FB PSPS = E42 & E46 & E58 & E75 & E80 & M30
PTP VB=100% VE=0% ACC=100% RobWzg=32 Base=1 SPSTrig=0[1/100s] P?
--------放下抓手軌跡:?
PTP VB=100% VE=100% ACC=100% RobWzg=32 Base=1 SPSTrig=0[1/100s] P
-- Before? Dock? Greifer?Position – 抓件前位置
LIN VB=100[mm/s] VE=0% ACC=100% RobWzg=32 Base=1 SPSTrig=5[1/100s] P
1: FB PSPS = EIN
2: A23 = AUS
3: WARTE BIS E23
4: A23 = EIN
5: SPSMAKRO422 = !E540 ??-----故障復位
6: A539 = EIN ????-----打開快換頭解鎖
7: WARTE BIS !E538 & E539 &E540
8: FB PSPS = E42 & E46 & E58& E74 & E80 & !E538 & E539 & M30
-- Dock? Greifer? Position -- ??抓件位置
LIN VB=100[mm/s] VE=0% ACC=100% RobWzg=32Base=1 SPSTrig=5[1/100s] P
1: FB PSPS = EIN
2: SPSMAKRO422 = !E540 ??-----故障復位
3: SPSMAKRO421 = EIN ??-----打開快換頭鎖死
4: A23 = AUS
5: TECH3_ PN-Docken ID-Nr =145Zuschalten EIN ?-----抓手給網
6: WARTE ( EIN ) ZEIT 1 [1/10Sek]
7: A75 = EIN ??????-----機器人允許PLC夾具打開
8: WARTE BIS E73 ???-----等待PLC釋放
9: A75 = AUS ??------關閉機器人允許PLC夾具打開
10: F1 = EIN
11: F3 = EIN
12: SPSMAKRO342 = EIN ?打開夾爪
13: SPSMAKRO340 = EIN ?關閉閥
14: WARTE BIS M31 & M35
15: F2 = EIN
16: F4 = EIN
17: SPSMAKRO342 = EIN ?打開夾爪
18: SPSMAKRO340 = EIN ?關閉閥
19: WARTE BIS M31 & M33 &M35 & M37 & M81
20: WARTE BIS E23
21: A23 = EIN
22: FB PSPS = E42 & E46 &E73 & E80 & M30 & M31 & M33 & M35 & M37 & M81
----------當機器人進行抓件時—機器人快換頭的安全開關已經檢測不到安全擋塊了,E540沒有開始自動閉合鎖死閥,此時因為有E538可以實現抓件。
PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1SPSTrig=5[1/100s] P
措施:
檢查機器人放抓手軌跡,放件軌跡有偏差,抓手的放件平面傾斜,優化機器人放抓手軌跡.
優化機器人托開上升軌跡.
檢查快換頭連線沒有問題.
分析程序,分析脫開時序.
有安全擋板有點小所以,調整安全開關檢測擋板的角度,故障排除.
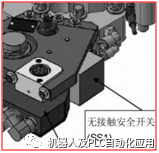
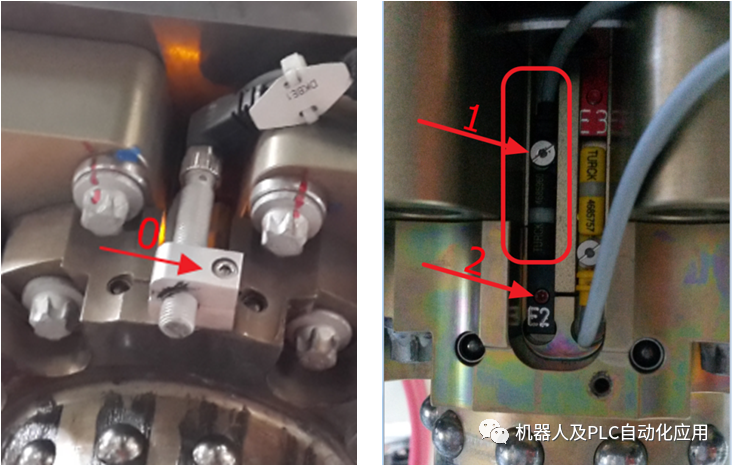
安全檢測開關

安全擋塊
安全檢測開關與安全擋板的檢測范圍:
解決方法:
---------------安全開關故障--------------

安全開關故障:沒有E540
如果安全開關出現故障,模塊將會輸出故障信號,并且通過LED H3亮紅燈來指示。
------------------- “解鎖”信號故障------------------

“解鎖”信號故障
在標準版本中如果“解鎖”信號已設定,而安全開關未激活,此狀態將被識別為故障, LED H5亮紅燈,經過2秒延遲后H6亮紅燈
---------------------電氣故障的檢測------------------

電氣故障的檢測
如果US1發生電氣故障,LED H4和H5將同時亮紅燈
----------------------壓力檢測----------------------

壓力檢測
無論鎖緊通道是否有壓力,LED H2 都將做出指示(壓力開關D1)。此LED燈在停靠站外部應亮綠燈(安全開關未激活)。如果停靠站外部無壓力或壓力開關有故障,LED H2將熄滅,LED H5亮紅燈。
常見故障:
電磁閥故障。


現象:
無法切換氣路,電磁閥破裂。
原因:
1,手動切換電磁閥后忘記復位。
2,電磁閥被撞裂,干涉,保護罩保護不到位。
處理方法:
1,復位電磁閥。
2,更換備件。
3,調整保護罩位置或更換保護罩。
鎖緊傳感器無信號
現象:
1,E540報錯(大眾)
2,機器人無法檢測鎖緊位置傳感器(locked傳感器)
3,傳感器燈不亮。
原因:
鎖緊時:換槍盤空載和帶負載兩種狀態,活塞的位置不同。
處理方法:
調整鎖緊傳感器的位置。
步驟:
0,用內六角工具拆除“到位傳感器(Docked sensor)”。
1,用內六角工具或一字螺絲刀松開“鎖緊傳感器(Lockedsensor)”固定螺絲,在槽內上下移動至合適位置。鎖定固定螺絲。
2,如位置移到極限仍無法達到要求,用內六角工具松開E2擋塊,向下調整位置。
3,恢復產品。
MultiDNet(通訊模塊)故障。

現象:
信號連接不上,或時斷時續。
原因:
1,客戶自己將插針壓彎。--目視檢查
2,出廠時插針插反(裝配質量)。--目視檢查
3,線纜焊接或壓接不良(裝配質量)。--萬用表測量
處理方法:
1,客戶自行處理。
2,將插針取出,重新插針。
3,重新焊接或壓接(售后處理)。

現象:
模塊外殼破裂,鍍層脫落
原因:
1,扭力過大。
2,干涉或擠壓。
3,水腐蝕,化學腐蝕。
處理方法:
1,扭力控制在8Nm。
2,調整運動軌跡或重新固定干涉設備。
3,改善水質,避免受到水油化學污染。
焊接電源故障。


現象:
電觸頭燒蝕
原因:
1,電纜壓線端接反。
2,表帶觸指在調試過程中被帶出。
3,電接頭損傷(安裝初期示教未做好)。

處理方法:
1,重新安裝壓線端子。
2,更換備件。
3,使用示教工具進行示教。
備注:
-----------------------
MAKRO420-放下工具-在進行A539 的控制時需要安全開關始終檢測到安全擋塊。
-給PLC發出快換信號-
A113 = EIN
F283 = EIN?
A539 = EIN –快換頭脫開-(開鎖)-
t10 ( EIN ) = -40[1/10Sek]
WARTE BIS !E538& E539 &(!E537 + F840) + T10
-E538 快換頭鎖死- E539快換頭松開–E537快換頭上又設備存在–F840(一直有)
A114 = T10 ?-給PLC發出提示信息脫件故障
A23 = !T10
WARTE BIS !E538& E539 &(!E537 + F840)
A23 = EIN
A114 = AUS
A113 = AUS
---------------------------------
MAKRO422-故障復位
A113 =EIN
A115 = AUS
A539 = AUS? –關閉快換頭脫開-(鎖緊)-
A540 = EIN -快換系統復位-
WARTE (EIN) ZEIT 50[1/10Sek] 持續5s
A540 = AUS
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS E540 + T10 -等待反饋系統ko-E540
A115 = T10
A23 = !T10
WARTE BIS E540
A23 = EIN
A115 = AUS
A113 = AUS
-----------------------------------------?
MAKRO421–抓取工具
A113 = EIN
A115 = AUS
A539 = AUS –關閉快換頭脫開
t10 ( EIN ) = -40[1/10Sek]
WARTE BIS E538 & !E539& E537+ T10 –E537快換頭上有件,由于沒有檢測E540所以離開了安全擋塊位置也會使程序向下進行。
-E538快換頭在鎖死位-!E539快換頭沒有在釋放位
A114 = T10
A23 = !T10
WARTE BIS E538 & !E539& E537
A23 = EIN -用于進程停止
A114 = AUS
F283 = F62 -沒有使用,F283 用來控制開關水,當有F283時是關水,F62 是用來在快換
頭抓取抓持器時關水的作用
A113 = AUS
編輯:黃飛
?












 工商網監
工商網監
評論