 電子發燒友App
電子發燒友App


熱處理生產線淬火技術策略的設計與通訊
摘要:本文詳細的描述了熱處理產線淬火工藝工作站的模型,以及它與PLC的通訊概念,工作站的結構和數據組成。
關鍵詞:熱處理 淬火機 策略 TCP/IP
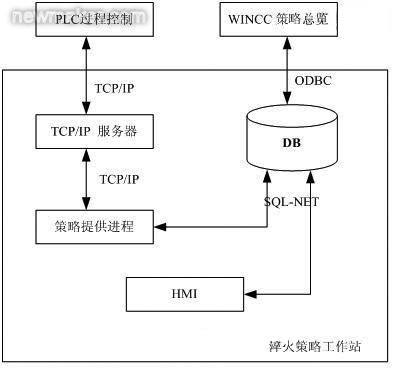
一、淬火策略服務器的組成
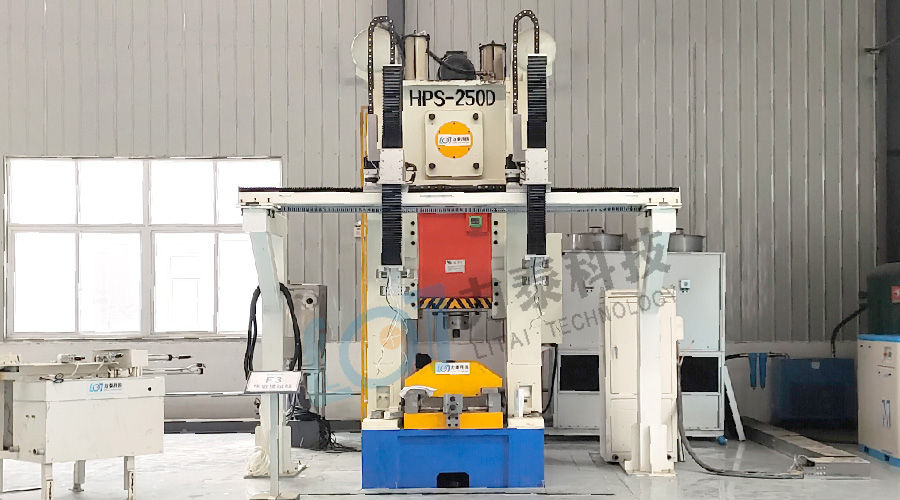
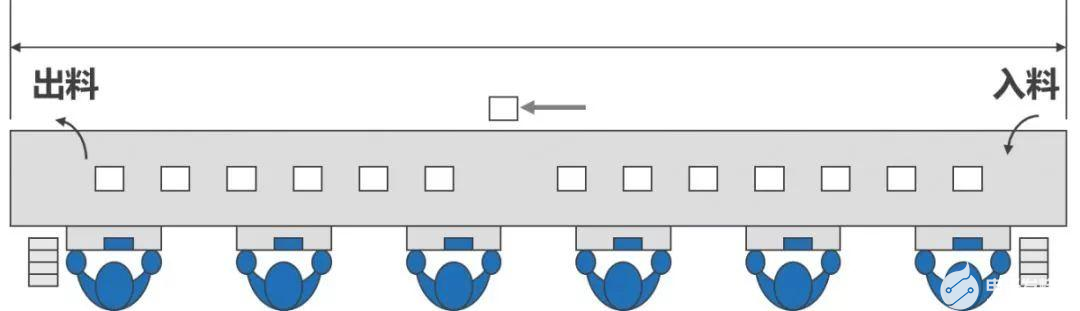
淬火機根據不同的鋼種以及終冷溫度,溫降時間等要求,生成淬火策略,用于淬火機的控制,包括各區噴嘴水量的大小,箱體高度的設置,溫度補償等。從而達到比較好的淬火效果,保證鋼板有平直度和金相組織要求。
淬火機策略服務器主要包括:TCP/IP服務器,ORCLE 數據庫,策略提供進程,HMI人機接口界面等。
PLC過程控制主要包括:PLC TC---鋼板跟蹤系統;PLC QC---淬火機控制
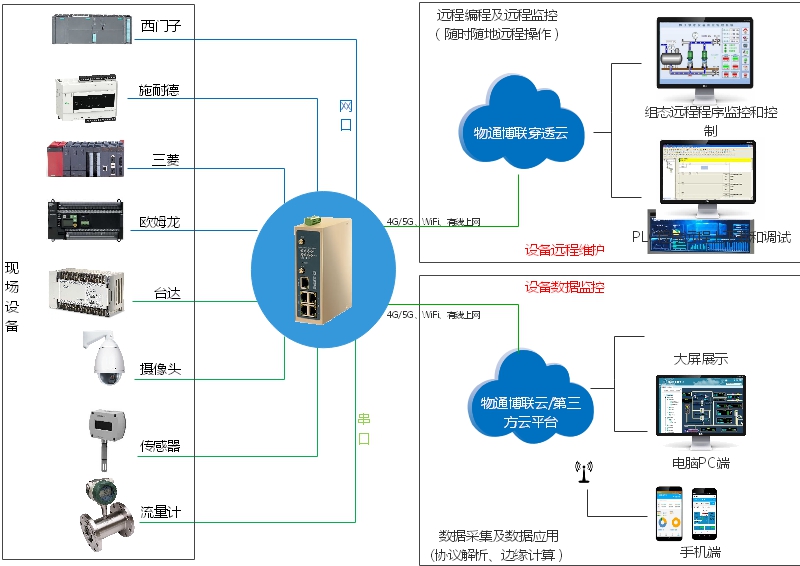
主要結構圖如下圖1所示:
 ?
?
圖1:淬火策略服務器的組成
1、HMI簡介
HMI提供了一個可視化和可維護的淬火策略接口界面。它可以顯示己淬火鋼板的存儲數據和各區域水流量的歷史曲線圖。
程序MMI_QRC運行后,自動進入策略總覽界面。按下按鈕“Archive”則選擇了存儲瀏覽,硬拷貝功能總是可用的。 通過HMI可以查看淬火鋼板的存儲數據,噴嘴,水的流量,壓力等。
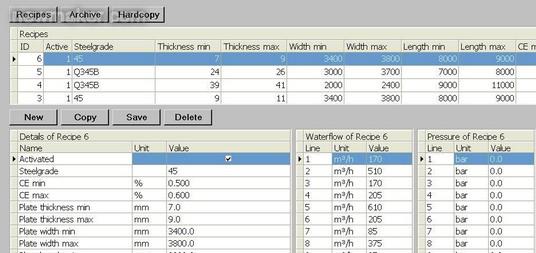
2、淬火策略
在界面的上部分,可以任意選擇淬火策略.在上區選中了相關的策略欄目后,在中間的區域部分則顯示具體的策略數據,并且可以修改。操作人員可按下“NEW”按鈕創建更多的新的策略。也可以按下“DELETE”按鈕刪除選中的策略。如下圖2所示:
 ?
?
圖2:淬火策略總覽界面
在策略表中的編輯項是有約束條件的,例如,不能創建一個厚度為0mm的鋼板。為了能使濾波水量能夠調整可以設置濾波率,以調整各個區域的噴嘴流量。除此之外水量的總流量和壓力是可以修改的。
淬火策略服務器與其它相關設備的通訊是通過報文來傳送的,不同的設備有不同的報文內容和格式。用來傳遞淬火策略和下達設置參數,激活過程數據以及程序的運行。
3、報文通訊格式
(1)策略服務器(RS 服務器)與PLC的通訊
在RS服務器上運行“RSServer.exe”,可以通訊到相應的PLC站。PLC站包括:
- PLC-TC (tracking control) 鋼板跟蹤
- PLC-QC (quench control) 淬火機控制
所使用的通訊協議是TCP/IP,所有的數據交換通過報文傳送,PLC作為服務器端,RS 服務器作為客戶端。報文使用二進制代碼并且長度固定。
報文格式分為三部分:報文頭,可用的數據頭,可用的數據本體。
系統使用2種類型的報文:WATCHDOG 報文,數據報文。
(2)RS服務器和RS進程的通訊
在RS服務器上運行 “RSServer.exe” 可以通訊到提供淬火策略的RS進程。通訊協議仍然是TCP/IP。所有的數據交換是以RS服務器為服務器端,RS進程為客戶端。報文是ASCII碼格式,長度是動態的。
(3)53號報文通訊:PLC TC 與PLC-QC之間的通訊
發送者: PLC- TC
接收者:PLC- QC
總長度:800 Bytes
在出爐前2分鐘由PLC-TC的鋼板跟蹤信號觸發。
(4)54號報文淬火機控制確認
發送者:PLC-QC
接收者:PLC-TC
總長度:88 Bytes
該報文是在接收到淬火機控制執行后由事件觸發。
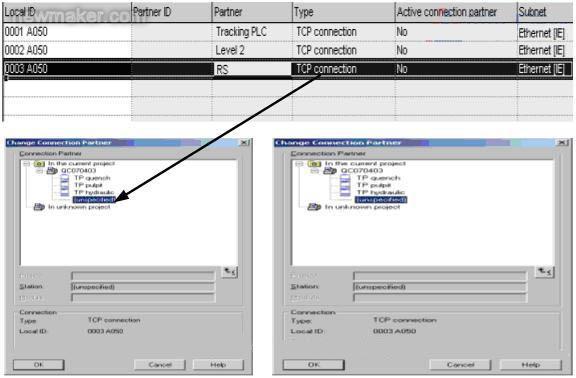
4、設置與PLC的連接
PLC-TC的端口號: 2000
PLC-QC的端口號: 2001
圖3:PLC的端口號設置5、淬火機工作順序
?開始傳遞報文53號,并接收到確認信息報文54號。
?通過DP/DP耦合器傳遞淬火機工作模式代碼。
?確認開始狀態
?如果淬火機的準備條件沒有故障,所有的設備應為“準備”狀態。
?淬火機工作模式可以通過DP/DP耦合器重新設置。
?當準備工作就緒后,預設信號就顯示OK狀態,實際的工作模式會在HMI上顯示。
?根據設置模式開啟相應的水量控制閥,發送信號后閥門打開。
?鋼板進入淬火機后,鋼板在淬火機內的信號將會打開,同時鋼板不在淬火機內的信號指示將關閉。
?當鋼板的尾部離開高壓區后,高壓區信號指示關閉。
?當鋼板尾部離開淬火機后,鋼板在淬火機內的信號關閉,不在淬火機內的信號將打開。
?淬火機信號全部關閉。淬火機工作停止,并處于“準備”狀態,等待下一張鋼板。



















 工商網監
工商網監
評論