 電子發燒友App
電子發燒友App


可編程討算機控制器(PCC )是一種集標準PLC 、數控系統和工業控制計算機的性能特點于一體的智能控制器,它有極廣泛的工業自動化應用前景。本文展示了PCC 智能控制器在物料輸送自動化方面的應用實例。
由貝加萊(B&R)公司和安博(ABUS)公司合作開發的首套全自動控制輕型標準組合起重機系統在中國工業領域的應用已獲成功。該系統的先進技術和方便可靠的使用功能已獲得用戶十分滿意的評價。本文將通過一個實例,作詳細介紹
系統的硬件設備
首先,該起重機系統采用了貝加萊(B&R)公司的PCC工業智能控制器和安博(ABUS )公司的輕型起重機標準組件系統HB 作為其硬件設備。這是因為人們滿足了以下的基本要求,并具有一般意義上的應用前景。
l 、模塊化和標淮化
B&R PCC 智能控制器,采用了模塊化硬件,使它成為開放式的和具有靈活擴展性能的自動控制系統。它擁有大量的硬件模塊,如數字量/模擬量模塊,電源模塊,CPU 模塊,定位模塊,接口模塊,內存模塊等等。它還擁有眾多的專家級模塊,如數控模塊,溫控模塊,網絡模塊等這使得理B&R PCC 智能控制器不僅在工業制造過程的自動控制方面有著廣泛的應用,同時也能直接與傳統的起重設備相組合,使其同時具備相應的手動、電動和全自動控制的功能。
作為物料輸送設備硬件的ABUS HB 系統,是一個輕型起重機標準組件系統,它采用了模塊化的標準組件,可以根據工藝流程的需要,由各個標準組件組合成各類輕型起重機,如單軌式、雙軌式、三軌式、單梁式、雙梁式起重機(壓題圖為ABUS HB 輕型起重機標準組件系統,上圖為雙軌起重機,下圖為雙梁起重機)可滿足各種各樣廠房內平面或線性物料輸送的需要。由該系統構造的各類組合起重機的結構也是開放式的,可以根據工藝和物流要求增減和改變起重機的設置。這使得該系統比通常的由H 型軌/工字軌構成的輕型起重機具有更好的靈活性。它在輸送控制方面,可以根據實際需要,分別或者同時采用手電門控制和全自動控制。
2 、開放性和兼容性
工業設備的開放性和兼容性要求加工設備和物料輸送設備以及控制系統都必須能夠適時擴展,增補、修改其已有的功能,兼容和學習新的功能(不論是空間上的還是時間上的)以便滿足其產品不斷更新換代進而適應市場變化的要求。比如B&R PCC 作為智能控制器,軟件上就具備分時多任務操作系統。其開發、編程語言眾多,如高級語言(C )、梯形圖、指令表等,并有許多功能函數模塊可供調用。它可以采用多種方式(例如CAN , PROFIBUS , ETHERNET 方式為網絡協議建立現場層、控制層和管理層)實現真正的自動化網絡。它除了能實現PCC 系列產品間的自由擴展和互聯外,還能方便地實現與其它品牌控制器的互聯。
由于ABUS HB 標準組合起重機采用的是一種柔性懸掛系統,其組合起重機的軌道和橫梁都為標準的Ω型鋼,起重機的懸掛部件和行走機構都為組合模塊,整個起重機系統可以根據物流需要,重新組合、更換、增減和改變。因此,它具有很好的開放性,以及兼容其他同類組合系統的特性。
應用實例
1 .物料輸送過程描述
某輕型起重機的作用是,以一定的順序,在規定的時間里,連續的將工件送入特定位置上的若干處理池內,進行加工處理(圖1 )。工件的移動是三維空間上的位置移動。根據加工工藝的要求,馬達1 , 3 和4 同時具備手電門手動控制/全自動控制功能,馬達2 只需具備手電門手動控制功能。
(1) 手動控制模式
手動控制模式是通過常規的手電門地面操作來完成的。手電門直接連接在起重機機身上,其按鍵可控制起重機的前后,左右運行以及起吊工件上下的運行。起重機每個馬達都具有快慢雙速調節速度功能。手電門上還有急停按鍵。
(2) 自動控制模式
自動控制模式由PCC 控制系統來實現,其系統的用戶接口包括:
·按鍵開關(自動和手動的轉換開關)
·急停按鍵
·LCD 顯示器
·8 個帶燈按鍵
用戶可以通過帶燈按鍵和LCD 顯示器輸入若干套控制參數(本例共為10 個站),其中需首先給定:
處理池號i,即容器的編號(i﹦1 , 2 ,… … ,10 表示結束)
時間Ti ,即起重機運行的時間(j﹦1,2 ,… …,表示起重機不同動作的時間)
3 .用戶接口設置
用戶接口的設置,是PCC 控制系統根據工藝流程的要求應首先考慮的,如本實例中,設T1﹦工件吊下的時間;T2﹦工件在池中的停留時問;T3﹦工件到下一池站的時間,則根據加工工藝要求,將用戶接口設置綜述如下表。
(2) 當工件到達確定位置時,起重機將工件送入池中(見表1 中站1 : T1 )
(3) 起重機在指定的處理池位置等待工件的處理(見表1 中站1 : T2 )
(4) 起重機將處理過的工件送入下一個指定的池中進行下步處理(見表1 中站1 : T3 )
(5) 起重機和工件位于結束位置,表示程序已執行完畢,用戶可以通過用戶接口或控制盒上的按鈕重新開始新一輪的加工過程。
4 .控制界面菜單的構成(略)
5 . 控制方案圖解
自動控制方案的設計優化,需要理論與實踐兩方面的經驗積累。在本實例中的自動控制方案可以通過圖3 完整地表述出來。
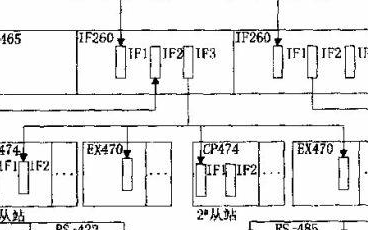
本實例中的PCC 控制系統由以下三部分組成:
· HMl (用戶接口),它是位于PCC 控制系統與起重機控制系統之間的界面。
· CPU 站,此站置于人機界面旁。
· 輸入/輸出站,它安裝在起重機上,通過現場總線與控制系統CPU 站相連。
7. 馬達連接和位置開關
傳統的方法是馬達直接和手動控制的手電門直接相連,通過手電門上的按鍵控制馬達的快速/慢速和轉向。反映到起重機運行上則為前后,左右運行和起吊重物的上下運行,并都具有快慢雙速的速度調節功能。其控制電壓可220V / 48V 。而PCC 的馬達控制連接,為了和PCC 控制器相連和起重機同時具備手電門操作和全自動控制功能,馬達的控制配線須更換,并加入輸入輸出站(圖4)
開關1 :該開關只有在起重機位于起始位置上時才開;
開關2 :起重機每經過一個處理池,該開關負責傳送給PCC控制器一個控制信號。
另外,在自動控制模式下起重機還需要一個起升限位開而關。該開關的作用是,在起重機起吊工件每上升到一個確定的位置,使工件離開處理池時,它都會給PCC 控制器發出一個控制信號。(end)
由貝加萊(B&R)公司和安博(ABUS)公司合作開發的首套全自動控制輕型標準組合起重機系統在中國工業領域的應用已獲成功。該系統的先進技術和方便可靠的使用功能已獲得用戶十分滿意的評價。本文將通過一個實例,作詳細介紹
系統的硬件設備
首先,該起重機系統采用了貝加萊(B&R)公司的PCC工業智能控制器和安博(ABUS )公司的輕型起重機標準組件系統HB 作為其硬件設備。這是因為人們滿足了以下的基本要求,并具有一般意義上的應用前景。
l 、模塊化和標淮化
B&R PCC 智能控制器,采用了模塊化硬件,使它成為開放式的和具有靈活擴展性能的自動控制系統。它擁有大量的硬件模塊,如數字量/模擬量模塊,電源模塊,CPU 模塊,定位模塊,接口模塊,內存模塊等等。它還擁有眾多的專家級模塊,如數控模塊,溫控模塊,網絡模塊等這使得理B&R PCC 智能控制器不僅在工業制造過程的自動控制方面有著廣泛的應用,同時也能直接與傳統的起重設備相組合,使其同時具備相應的手動、電動和全自動控制的功能。
作為物料輸送設備硬件的ABUS HB 系統,是一個輕型起重機標準組件系統,它采用了模塊化的標準組件,可以根據工藝流程的需要,由各個標準組件組合成各類輕型起重機,如單軌式、雙軌式、三軌式、單梁式、雙梁式起重機(壓題圖為ABUS HB 輕型起重機標準組件系統,上圖為雙軌起重機,下圖為雙梁起重機)可滿足各種各樣廠房內平面或線性物料輸送的需要。由該系統構造的各類組合起重機的結構也是開放式的,可以根據工藝和物流要求增減和改變起重機的設置。這使得該系統比通常的由H 型軌/工字軌構成的輕型起重機具有更好的靈活性。它在輸送控制方面,可以根據實際需要,分別或者同時采用手電門控制和全自動控制。
2 、開放性和兼容性
工業設備的開放性和兼容性要求加工設備和物料輸送設備以及控制系統都必須能夠適時擴展,增補、修改其已有的功能,兼容和學習新的功能(不論是空間上的還是時間上的)以便滿足其產品不斷更新換代進而適應市場變化的要求。比如B&R PCC 作為智能控制器,軟件上就具備分時多任務操作系統。其開發、編程語言眾多,如高級語言(C )、梯形圖、指令表等,并有許多功能函數模塊可供調用。它可以采用多種方式(例如CAN , PROFIBUS , ETHERNET 方式為網絡協議建立現場層、控制層和管理層)實現真正的自動化網絡。它除了能實現PCC 系列產品間的自由擴展和互聯外,還能方便地實現與其它品牌控制器的互聯。
由于ABUS HB 標準組合起重機采用的是一種柔性懸掛系統,其組合起重機的軌道和橫梁都為標準的Ω型鋼,起重機的懸掛部件和行走機構都為組合模塊,整個起重機系統可以根據物流需要,重新組合、更換、增減和改變。因此,它具有很好的開放性,以及兼容其他同類組合系統的特性。
應用實例
1 .物料輸送過程描述
某輕型起重機的作用是,以一定的順序,在規定的時間里,連續的將工件送入特定位置上的若干處理池內,進行加工處理(圖1 )。工件的移動是三維空間上的位置移動。根據加工工藝的要求,馬達1 , 3 和4 同時具備手電門手動控制/全自動控制功能,馬達2 只需具備手電門手動控制功能。

圖1 物料輸送流程圖
(1) 手動控制模式
手動控制模式是通過常規的手電門地面操作來完成的。手電門直接連接在起重機機身上,其按鍵可控制起重機的前后,左右運行以及起吊工件上下的運行。起重機每個馬達都具有快慢雙速調節速度功能。手電門上還有急停按鍵。
(2) 自動控制模式
自動控制模式由PCC 控制系統來實現,其系統的用戶接口包括:
·按鍵開關(自動和手動的轉換開關)
·急停按鍵
·LCD 顯示器
·8 個帶燈按鍵
用戶可以通過帶燈按鍵和LCD 顯示器輸入若干套控制參數(本例共為10 個站),其中需首先給定:
處理池號i,即容器的編號(i﹦1 , 2 ,… … ,10 表示結束)
時間Ti ,即起重機運行的時間(j﹦1,2 ,… …,表示起重機不同動作的時間)
3 .用戶接口設置
用戶接口的設置,是PCC 控制系統根據工藝流程的要求應首先考慮的,如本實例中,設T1﹦工件吊下的時間;T2﹦工件在池中的停留時問;T3﹦工件到下一池站的時間,則根據加工工藝要求,將用戶接口設置綜述如下表。
用戶接口設置表 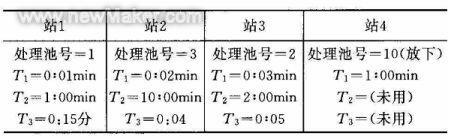
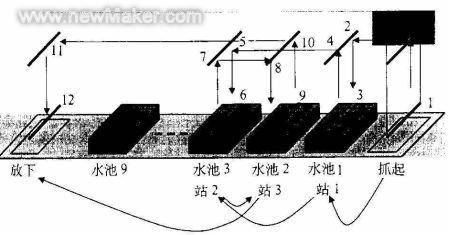
圖2 工藝流程實例
(2) 當工件到達確定位置時,起重機將工件送入池中(見表1 中站1 : T1 )
(3) 起重機在指定的處理池位置等待工件的處理(見表1 中站1 : T2 )
(4) 起重機將處理過的工件送入下一個指定的池中進行下步處理(見表1 中站1 : T3 )
(5) 起重機和工件位于結束位置,表示程序已執行完畢,用戶可以通過用戶接口或控制盒上的按鈕重新開始新一輪的加工過程。
4 .控制界面菜單的構成(略)
5 . 控制方案圖解
自動控制方案的設計優化,需要理論與實踐兩方面的經驗積累。在本實例中的自動控制方案可以通過圖3 完整地表述出來。
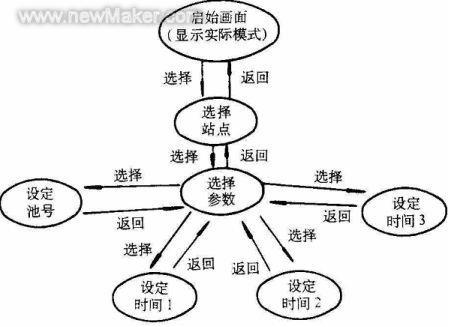
圖3 本實例中的自動控制方案圖解
本實例中的PCC 控制系統由以下三部分組成:
· HMl (用戶接口),它是位于PCC 控制系統與起重機控制系統之間的界面。
· CPU 站,此站置于人機界面旁。
· 輸入/輸出站,它安裝在起重機上,通過現場總線與控制系統CPU 站相連。
7. 馬達連接和位置開關
傳統的方法是馬達直接和手動控制的手電門直接相連,通過手電門上的按鍵控制馬達的快速/慢速和轉向。反映到起重機運行上則為前后,左右運行和起吊重物的上下運行,并都具有快慢雙速的速度調節功能。其控制電壓可220V / 48V 。而PCC 的馬達控制連接,為了和PCC 控制器相連和起重機同時具備手電門操作和全自動控制功能,馬達的控制配線須更換,并加入輸入輸出站(圖4)
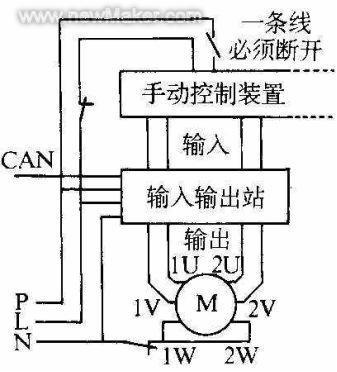
圖4 手電們/全自動控制時的馬達連接
開關1 :該開關只有在起重機位于起始位置上時才開;
開關2 :起重機每經過一個處理池,該開關負責傳送給PCC控制器一個控制信號。
另外,在自動控制模式下起重機還需要一個起升限位開而關。該開關的作用是,在起重機起吊工件每上升到一個確定的位置,使工件離開處理池時,它都會給PCC 控制器發出一個控制信號。(end)















 工商網監
工商網監
評論