 電子發燒友App
電子發燒友App


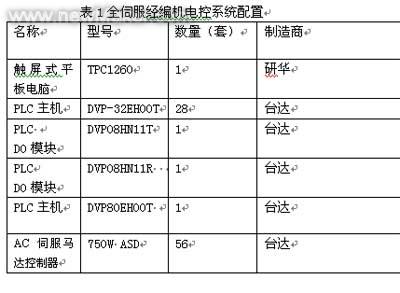
牙膏封蓋機是一個機電一體化的產品,其核心是控制系統。該控制系統方案基于DELTA(臺達)AE系列人機界面、 SS系列PLC、ASD-A伺服系統等產品的有機組合,借助其產品的數據通訊功能能夠很靈活地構造控制方案,它相對于傳統的D/A模擬量控制具有可靠性更高,控制更精準的優點。以下重點討論各系統如何利用通訊功能以實現其間的數據交換和如何使伺服系統的響應速度和機械的扭矩限制相配,以實現在牙膏封蓋機上的牙膏封裝工藝要求。
牙膏封蓋機的工藝要求和機械結構
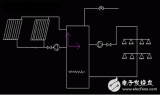
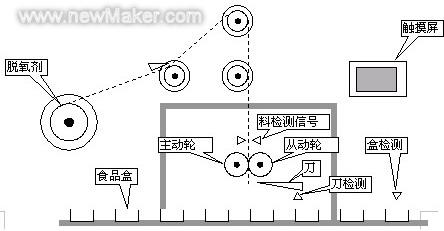
牙膏封蓋機是牙膏包裝生產線上的關鍵性設備,主要用于牙膏灌裝后的封蓋動作,其工藝要求如下:(1)封裝速度能夠配合前端灌裝生產線的送料速度,實現封裝速度可以調節;(2)能夠對牙膏的封蓋扭力進行設定,并只有在封裝扭力達到設定值后才能繼續封裝,以保證牙膏蓋的封裝質量;(3)能夠對來料的相關參數進行檢測,并實現自動送料。牙膏封蓋機的機械結構如圖1所示。
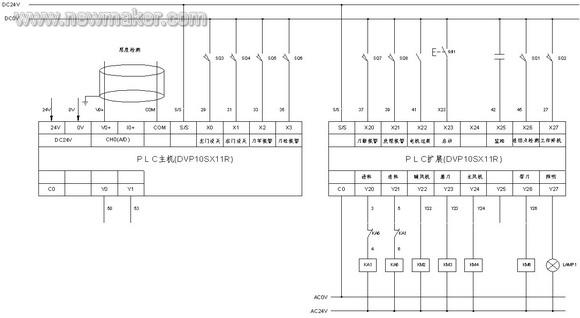
1)PLC程序控制單元
程序控制單元采用DELTA SS系列小型PLC,其主要特點有:
(1)體積小巧,成本更低;
(2)14點主機設計,8點數字輸入和6點晶體管輸出;
(3)內建RS232和RS485雙通訊端口,可以采用通訊方式讀取HMI設定數據。
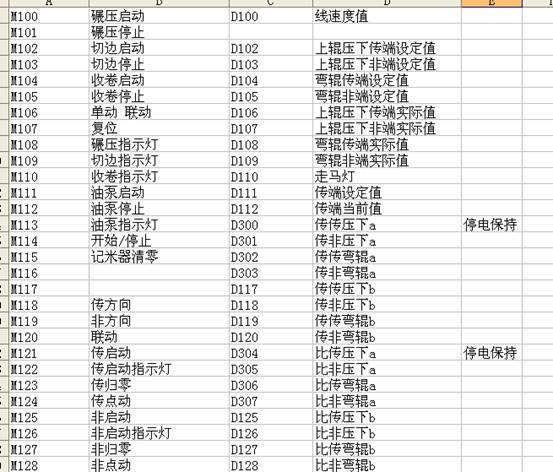
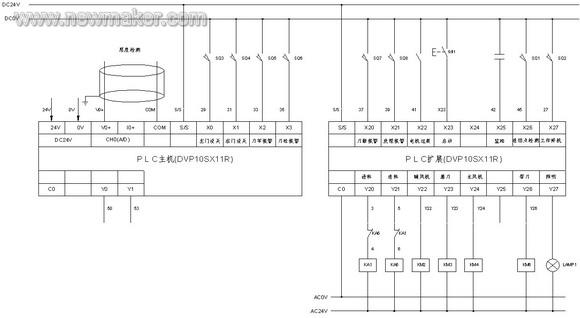
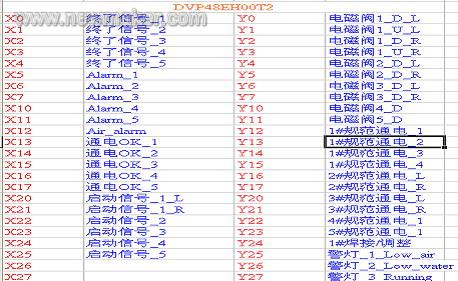
PLC I/O點規劃如表1所示,PLC與HMI關聯M輔助繼電器定義如表2所示。
2)HMI監控單元
HMI監控單元的主要任務包括:
(1)模式功能的選擇(運行模式M3、監控模式M2、參數模式M1);
(2)控制功能(運行M4、停止M5);
(3)監控功能(PLC I/O狀態的讀取、伺服 I/O狀態的讀取、加工總數等信息);
(4)參數設定功能(封蓋伺服速度設定、封蓋伺服扭力設定)。
HMI監控單元采用DELTA DOP-A 5.7’系列彩色人機界面,以實現對控制系統的操作、監控和參數設置等功能,有以下主要特點:
(1)256色彩顯示,5.7’ 監控界面;
(2)支持雙通訊聯機功能,可同時連接2種不同協議的控制器,方便架構多機聯機網絡;
(3)軟體內建與臺達PLC和伺服通訊及內部協議,可以方便編程,簡化設計;
(4)可以通過多級密碼設定功能來實現多用戶管理;
(5)內建萬年歷功能。
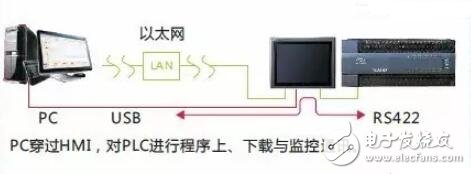
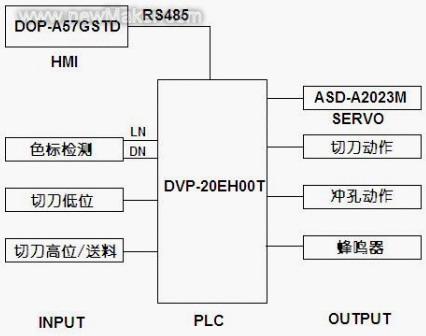
HMI 支持雙通訊聯機功能,可同時連接2種不同協議的控制器。本案使用HMI的COM2與PLC進行RS485通訊,用以設定PLC 程序中的按鈕等元件,并可將PLC的運行狀態反饋在HMI上,此外還使用了HMI的COM1與SERVO進行RS232通訊,用以與伺服內部寄存器交換數據,架構見可圖2。
該方案的優點在于無需增加任何通訊模塊,其控制功能是在各控制單元硬體和軟體自身通訊功能的基礎上構建實現的,因此可以使成本更低、應用更方便、性能更穩定。
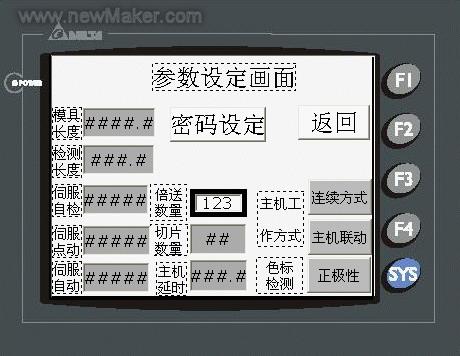
HMI人機界面規劃如圖3所示。
圖3 人機界面規劃示意圖
表3和表4分別給出了各個要素的相關說明。
3)SERVO速度和扭力控制單元
SERVO單元的主要任務包括:
(1)對封蓋時電機速度的調節;
(2)對封蓋時電機輸出最大扭力的調節和檢測。
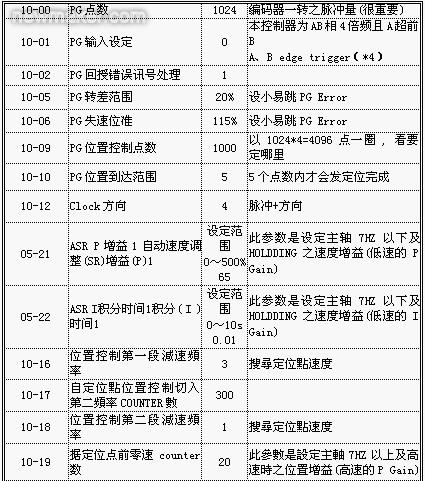
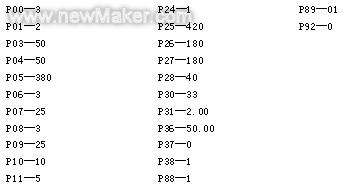
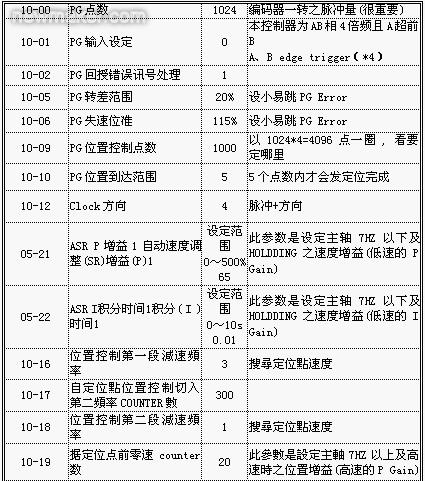
SERVO單元采用DELTA ASD-A 系列100W伺服系統,以實現對機械封蓋時速度控制和對封蓋時最大扭力進行限定。它有以下主要特點:除傳統的位置控制、速度控制和扭矩控制外,有PR通訊模式、內部速度和內部扭矩功能;內建RS232/RS485/RS 422通訊端口,可以采用通訊方式快速獲取相關數據;具有扭力限制功能,開啟該功能,能夠限制電機輸出的最大扭矩。伺服單元相關參數設定如表5所示。
這里需要說明兩點。
(1)關于內部速度模式的說明
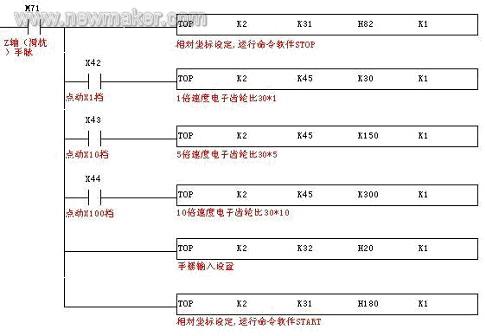
伺服速度模式主要應用于對機械速度精度要求比較高的場合。伺服單元有兩種命令的輸入模式,即外部模擬量輸入(即S速度模式)和內部寄存器輸入(即SZ 內部速度模式)。當選擇SZ模式時,可以通過通訊的方式改變命令寄存器1-09(地址0109H)的內容值,并且還可通過伺服外部的DI -SPD0輸入來切換命令,如表6所示,SZ模式下的時序圖如圖4所示。由上述可知,在內部速度模式下,只要改變伺服內部寄存器1-09的內容值, 即可改變伺服電機執行封蓋的速度。
(2)關于最大扭矩限制功能的說明
伺服扭矩限制功能通過伺服外部DI2 TRQLM開啟后,電機的最大輸出扭矩設定值=電機的額定輸出扭矩×P1-12的設定%,單位NM。100W的伺服系統額定扭矩為0.318N.M,當P1-12設定為10時,電機最大輸出扭矩=0.318×10%=0.0318N.M。當伺服扭矩限制功能開啟后,可由通訊方式改變命令寄存器1-12(地址010CH)的內容值, 并可通過伺服外部的DI 輸入切換扭矩命令的來源。當電機輸出扭矩達到設定的電機最大輸出扭矩后,電機會停止運轉,并且以反作用力的形式保持,同時伺服單元的DO輸出TQL便會由OFF變為ON,扭矩限制功能時序圖如圖5所示。
由上述討論可知,只要在開啟扭矩限制功能的前提下,改變伺服內部寄存器1-12的內容值,即可限制伺服電機輸出扭力的大小。
(3)其他輔助單元
其他輔助單元還包含給控制回路提供電源的DC24V開關電源,DC24V微型電磁閥,以及外部緊急停止按鈕等輔助電器元件。
工藝過程程序設計
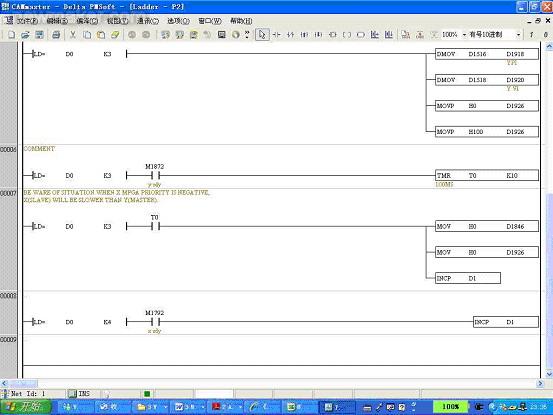
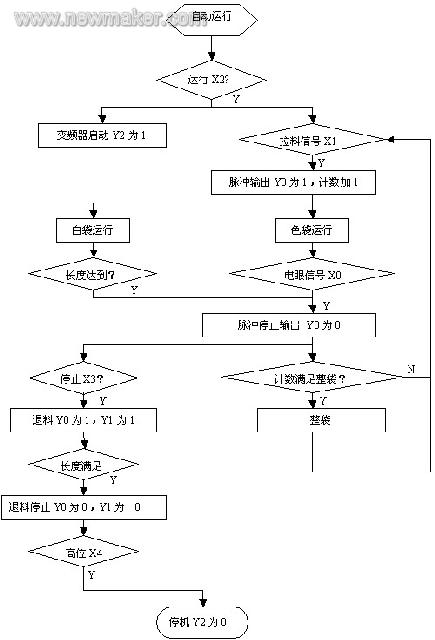
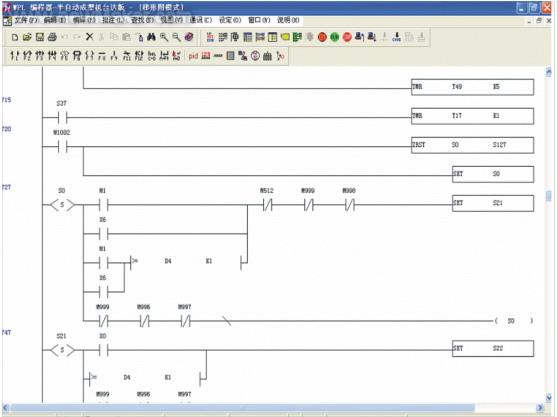
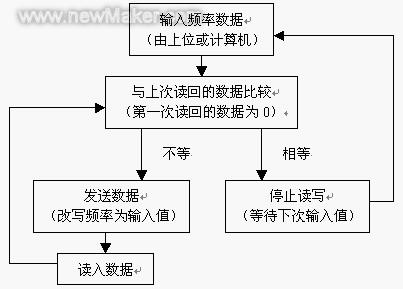
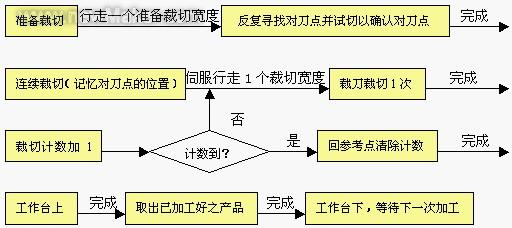
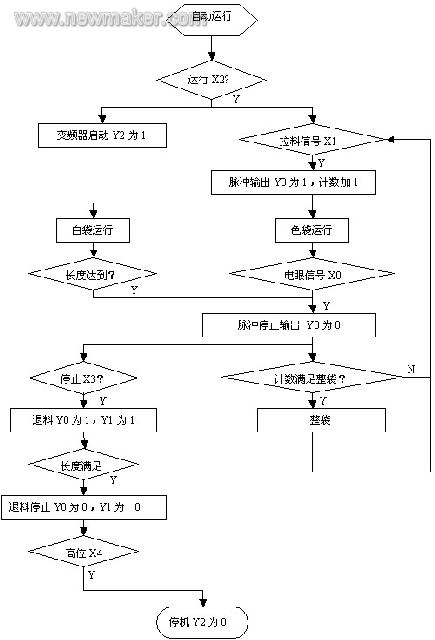
牙膏封蓋機控制系統并不復雜,但是對工藝過程卻有嚴格要求。根據生產線生產設備對工藝過程各個環節對工藝的具體要求,經過分析可以繪制出整個生產過程的程序動作流程圖,如圖6所示。按照該動作流程圖編制出各子模塊的相關程序并非難事,具體程序在此從略。
結束語
在上述基于臺達HMI+PLC+SERVO的牙膏封蓋控制系統的應用案例中,文中只對基本原理作了說明。借助臺達產品據通訊功能的優勢,能夠很靈活地構造各種控制方案,它相對于傳統的D/A模擬量控制具有可靠性更高、穩定性更好、控制精度更高的優點。



















 工商網監
工商網監
評論