 電子發燒友App
電子發燒友App


大型合成氨裝置技改中的自控改造方案
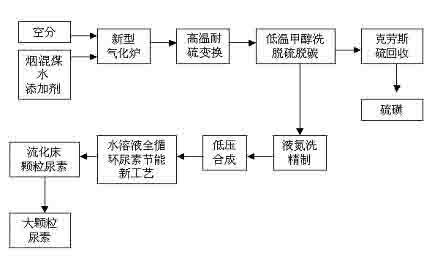
我國于20世紀70年代中期引進的一批以天然氣為原料、年產30萬噸合成氨裝置,是我國興建的第一批大型合成氨裝置。這批合成氨裝置投產已20多年,為改變我國合成氨生產的落后面貌作出了很大貢獻。然而,從合成氨生產技術發展的角度來看,目前這批合成氨裝置在節能增產方面存在不少困難,且部分設備老化也對安全生產造成威脅。因此,很多廠家把對這類裝置的技術改造提到議事日程。如云天化的合成氨裝置技改工作已完成工程設計,現已進入設備采購階段;瀘天化已完成引進技改專利技術的談判;川化和大慶化肥廠等已完成技改可研報告評估,正在積極開展建設前期工作。
這批合成氨裝置在引進時日產量為1000噸,能耗為9Gcal/MT。投產若干年后大都作過不同程度的技改,目前一般日產量達到1100多噸,能耗達到8.3Gcal/MT。現在這批合成氨裝置節能增產技改的目標大多數為日產1500噸,能耗為7.8Gcal/MT。
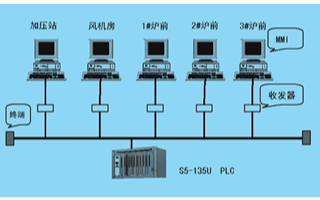
合成氨裝置的技改涉及到生產流程、工藝管道、化工容器、轉動設備、電氣、儀表等的改造。由于這批大型合成氨裝置現均已完成DCS的改造工作,所以儀表改造主要是現場安裝儀表的改造和各類控制系統的改造,而DCS的改造只是硬件擴容和應用軟件組態工作。本文以某合成氨裝置技改中現場儀表與控制系統的改造為例,談談大型合成氨裝置技改中的自控改造方案。
1. 現場儀表改造的實施方案
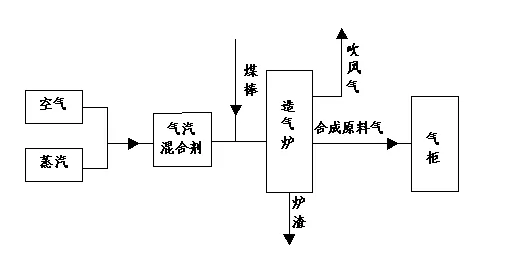
在工藝、設備改造中,增加了工藝冷凝液汽提塔、分子篩干燥器、電動型空氣壓縮機等較大設備;改造和更換了一段轉化爐、氨合成塔、合成氣壓縮機等設備的部分結構與內件;新增和更換了部分工藝管道。工藝、設備的這些改造勢必需要新增和更換部分現場儀表。
新增和更換現場儀表較多的是流量計和控制閥。由于本文示例工程是購買國外技改工藝設計包和基礎工程設計包的工程,因而國外工程公司按工藝技改要求,對流量計、控制閥進行了計算和選型推薦。從這些計算和選型來看,有如下二個特點:
(1) 流量計選型多樣化及對節流元件上永久壓力損失的考慮
該技改工程采用了多種形式的流量計,除采用差壓式流量計外還采用渦街流量計和質量流量計等。在差壓式流量計中,又采用多種形式的節流元件。一般情況下節流元件采用標準孔板,對于允許永久壓力損失要求較低及大管徑的場合,則采用其它不同形式的節流元件。如進入一段轉化爐的中壓蒸汽流量測量,以前采用的是孔板,技改后蒸汽流量增大而管徑未變,如繼續采用孔板,則永久壓力損失將超過允許值。這次技改改用文丘利管,既降低了永久壓力損失,又保證了足夠的測量精度(<±1%);而對于永久壓力損失要小,管道較大(φ200~300),測量精度要求不太高的場合(±1%)采用阿留巴。如合成氣壓縮機段間的合成氣流量測量(防喘振控制系統流量測量)以前也是采用孔板,技改后流量增大管徑未變,這次技改改用阿留巴。
(2) V形球閥的采用及雙向流動控制閥的選型
由于新增管道和某些管道變大,該技改工程新增與更換的控制閥共有30余臺,約占全裝置控制閥總數的1/3。在30余臺控制閥中,新增與更換的控制閥約各占1/2。
對于脫除CO2的苯菲爾溶液,因是易結晶介質,所以無論是流量控制,還是液位控制,控制閥都是采用V形球閥(Fisher公司V300閥)。以前這些場合采用的是雙座V形開口柱塞閥,運行效果不太好,這次技改在選型作了改進。
在分子篩干燥器單元,安裝在兩個分子篩干燥器之間的充壓閥,是一臺控制雙向流動介質的控制閥。即當第一干燥器再生過程完成后,需要由正在運行第二干燥器經充壓控制閥向其充壓(介質從閥A端進B端出)。而當第二干燥再生過程完成后,則由正在運行第一干燥器經充壓控制閥向其充壓(介質從閥B端進A端出) (見本文分子篩干燥器程控流程簡圖的PV-50)。這種控制互逆流動介質的閥,以前在合成氨裝置沒有采用過。在與FISHER控制閥供貨商的技術討論中,他們也沒有更多的實用經驗。后來借鑒某一成套引進裝置對這種閥的選型,確定采用單座柱塞型控制閥。開車投運后效果如何,還有待觀察。
現場新增的其它重要儀表是:
為了了解輔助鍋爐燒嘴的燃燒情況,在五臺輔鍋燒嘴旁分別增裝了新型火焰檢測器。這種火焰檢測器集檢測、變送、控制于一體,整機安裝在現場。
分子篩干燥器單元的程控閥是一種軌道式程控球閥。此閥在開、關閥門時,閥桿導槽沿導向銷作軌道運動,使球體偏離閥座后再轉動,從而消除了對閥座的磨損,較好地解決了閥長期使用后的泄漏問題。
2 自控系統與程控系統改造的實施方案
(1) 自控系統的改造
合成氨裝置的自控系統以單參數控制系統為主,復雜控制系統不多。該技改工程新增12套單參數自控系統(包括2套分程控制系統)、1套遙控系統。由于新增電力驅動空壓機的運行與H/N控制系統相關聯,故技改中對這套H/N復雜控制系統進行了改造。
該合成氨裝置在原始引進時未設置H/N控制系統。由于這套系統關系到裝置節能增產效益,廠方曾經想增設這套系統,后因分析H2、N2的分析器有問題,一直未能實施H/N的自動控制。本次技改前廠方購置了1臺單流路的氣相色譜儀,為增設H/N控制系統創造了條件。
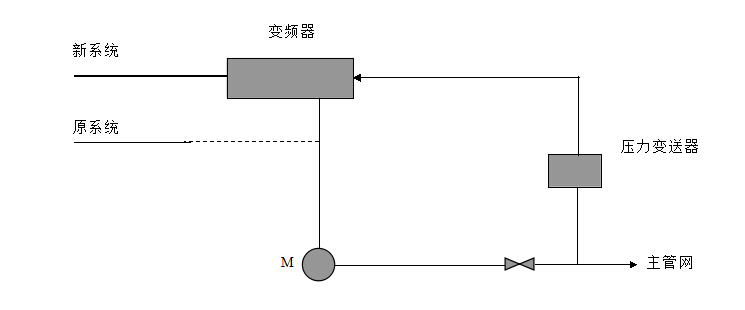
此套H/N控制系統為帶選擇空氣/原料或H/N比值控制的空氣流量串級控制系統,由國外工程公司設計,見控制系統原理圖。
H/N有2套控制器,1套設在合成氣壓縮機入口,另1套設在合成塔入口。因氣相色譜儀只有1個流路,該系統運行時只有1個控制器切入系統,切入的控制器對H/N控制起到精調作用。在造氣部分設置的空氣/原料氣控制器,對H/N控制起到粗調作用。H/N控制器和空氣/原料控制器的輸出通過低值選擇器作為空氣流量控制器的遠方設定信號,低值選擇器只將H/N和空氣/原料氣兩套系統中比值偏差較大的那一套控制器接至空氣流量控制器。該系統設計比較完善,為了保證系統的安全,采取有關限幅措施。
由于H/N控制系統是一個大純滯后系統,該系統中未考慮滯后補償問題A,今后能否實施有效控制還有待驗證。
(2)程控系統的增設
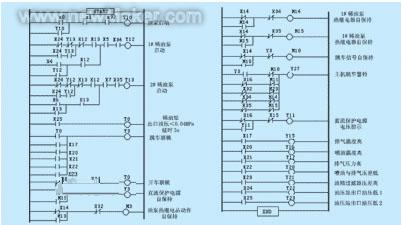
該技改裝置增加了分子篩干燥器單元,此單元由我公司設計。該單元安裝在合成氣壓縮機103-J的2段出口與3段入口之間。分子篩干燥器對合成氣進行干燥,脫除其中的微量CO2,起著提高氨合成率和保護合成觸媒的作用。該單元由2臺分子篩干燥器、1臺分子篩再生氣加熱器、1臺分子篩再生氣干燥器等設備組成,見分子篩干燥器程控流程簡圖。
2臺分子篩干燥器的在線運行和再生是互為交替的,按既定程序由程控單元進行控制。程序控制操作主要反映在干燥器再生過程,再生過程分干燥器泄壓、通入再生氣、再生氣加熱、干燥器升溫、干燥器冷卻、干燥器充壓等步驟,見分子篩干燥器程控系統邏輯圖。
干燥器的程控單元在合成氨裝置的DCS中組態,故DCS擔負了干燥器運行、再生過程的全部程控功能。此程控系統的特點是,在干燥器泄壓、再生氣加熱、干燥器降溫、干燥器充壓等步驟中,對控制其壓力和溫度控制器的設定采用程序設定方式,如干燥器泄壓或干燥器充壓以分鐘下降或上升300kPa速率泄壓或充壓;再生氣加熱以分鐘上升5°C速率升溫;干燥器降溫以分鐘下降48°C速率降溫,這些以速率形式變化的設定值,都由各個程序設定單元給出。這樣的程控方式可以保證工藝平穩操作和設備安全。
3. 可供選擇的自控改造方案
大型合成氨裝置的儀表技改工作,可能因各方面條件的制約,如資金問題、技術基礎問題等,技改實施方案不一定很完善。但是從不斷提高合成氨裝置過程控制技術,更好地履行為企業節能增產、提高經濟效益功能的角度出發,除上述及其它一些必要的改造方案外,還有一些改造方案可以考慮,本文提出兩個較大方案供儀表技改時選擇。這兩個方案在有的技改項目作了考慮。
(1) 透平-壓縮機的綜合控制
上世紀70年代引進的一批以天然氣為原料的大型合成氨裝置的壓縮機控制設施比較落后,可靠性低、故障率高。后來,有的裝置對控制設施作了些局部技改,有的對單臺壓縮機安裝了調速控制裝置,但控制效果大都不理想。
目前國際控制裝備市場上,推出了一種透平-壓縮機綜合控制系統,它是集蒸汽透平速度控制及抽氣控制、壓縮機防喘振控制、性能控制、解耦控制、分離器液位控制等以及自保護聯鎖邏輯控制為一體的集成綜合裝置。該系統是三重化容錯設計,具有很長的平均無故障運行時間,可靠性高。此外該系統組態靈活,控制程序修改及系統擴展都很方便。為了提高壓縮機運轉的安全可靠性,保證合成氨裝置長周期、連續運行,技改中選用這種綜合控制系統是一個很好的選擇。
美國TRICONEX公司的ITCC綜合控制系統TS3000已在新建的新疆澤普化肥廠20萬噸/年合成氨裝置上得到采用,投運效果良好。
(2)合成氨裝置的先進控制
上述首批引進的合成氨裝置因引進較早,控制水平是較低的(當時人們認為控制水平還是很高的),后來各裝置都作了程度不同的儀表改造,如將常規控制儀表改造為DCS是一大進步。但是,在采用DCS后將其先進功能用于提高過程控制水平方面還做得不夠。目前,人們對合成氨裝置的先進過程控制技術(APC)的認識不斷加深,因而利用合成氨裝置技術改造這個有利時機,在儀表改造中考慮采用APC將是一個好方案。這也是保證裝置長周期、連續安全運行,節省能量、降低消耗、提高經濟效益的一條重要途徑。
合成氨裝置的APC類型有好幾種,由于首批引進的合成氨裝置大都是美國KBR公司(前身是Kellogg公司)的技術,故本文僅簡要提提KBR公司的合成氨裝置APC技術。
KBR公司APC的控制策略是“多變量預測控制”,其建立APC控制策略的原則是,減小關鍵過程參數的變化;減少外界擾動對過程操作的影響;執行較好的操作和管理。APC控制項目是:H/N控制;一段轉化爐上升管溫度平衡控制;一段轉化爐過剩O2控制;合成回路控制;轉化率控制;合成氨生產控制(原料極限/生產制約控制)等。
該公司的APC技術先后在美國、加拿大、土爾其、荷蘭等國的十多個合成氨裝置得到采用,投運后產生的經濟效益是,氨產量增加1~2%,能量有效率提高1~2。在APC投運半年時間內,所產生的經濟效益足以收回其投資費用。
在合成氨裝置技改中采用APC技術,除引進國外技術外,還可以與高等院校、科研部門合作,共同開發APC技術。國內有些院校、科研部門在這方面做了大量工作,取得了不少經驗,為技術合作打下良好基礎。













 工商網監
工商網監
評論