 電子發燒友App
電子發燒友App


基于臺達PLC的鉆孔加工中心
主要討論臺達28SV11T型PLC在鉆孔中心機中的應用。工藝主要分為中心站流程、深孔鉆流程、鉸/鏜刀加工流程以及自動換刀流程等。
關鍵詞:28SV PLC VFD-V變頻器 PG05 定位功能
1 引言
近年臺達推出多款PLC及通訊模塊,其中28SV型晶體管輸出PLC以其強大的脈沖采集、脈沖輸出功能,以及對豐富的位置控制指令的支持受到極大的關注,表現出了廣闊的應用前景。
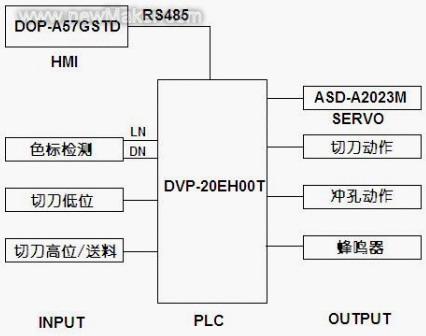
28SV11T主機在鉆孔中心機上的應用,使用到內建的四路200K高速脈沖輸出控制3臺V系列變頻器(通過擴展PG卡)的速度以及一臺三菱伺服的定位,使其在不同的工序中方便的切換不同的加工速度,保證在不同的加工工序中,如鉆孔、鏜孔中的加工精度。
2 鉆孔加工中心工藝流程
自動加工流程
自動加工流程又分為三個工藝流程,分別為中心鉆加工流程、深孔鉆加工流程以及鉸刀&鏜刀加工流程,具體如下:
(1)中心鉆加工流程
啟動信號
Y20=OUT Y30=OUT Y40=OUTX63=1 X64=0 中心鉆
伺服往工件方向快速移動,到設定工件坐標零點(中心鉆)Y0 Y1
伺服進給速度,深度 加工(用戶可調整)主軸轉速中心鉆 Y60=1切削液 Y55=1
進給動作完成,退到工件坐標零點,①②③油壓回轉盤執行回轉動作流程
回轉動作完成 伺服進給速度,深度 加工
進給動作完成,退到工件坐標零點,①②③油壓回轉盤執行回轉動作流程
回轉動作完成 伺服進給速度,深度 加工
執行自動模式下換刀流程
(2)深孔鉆加工流程
啟動信號
Y20=OUT Y30=OUT Y40=OUTX63=0 X64=1 深孔鉆
伺服往工件方向快速移動,到設定工件坐標零點(深孔鉆) Y0 Y1
伺服進給速度,深度 啄式鉆孔加工(用戶可調整)主軸轉速深孔鉆 Y61=1切削液 Y55=1鉆把手孔動力頭動作
進給動作完成,退到工件坐標零點,①②③油壓回轉盤執行回轉動作流程
回轉動作完成 伺服進給速度,深度 啄式鉆孔加工鉆把手孔動力頭動作
進給動作完成,退到工件坐標零點,①②③油壓回轉盤執行回轉動作流程
回轉動作完成 伺服進給速度,深度 啄式鉆孔加工鉆把手孔動力頭動作
執行自動模式下換刀流程
(3)鉸刀&鏜刀加工流程
啟動信號
Y20=OUT Y30=OUT Y40=OUTX63=1 X64=1 鉸刀&鏜刀
伺服往工件方向快速移動,到設定工件坐標零點(鉸刀&鏜刀)
伺服進給速度,深度 加工(用戶可調整)主軸轉速鉸刀&鏜刀 Y62=1切削液 Y55=1
進給動作完成,退到工件坐標零點,①②③油壓回轉盤執行回轉動作流程
回轉動作完成 伺服進給速度,深度 加工
進給動作完成,退到工件坐標零點,①②③油壓回轉盤執行回轉動作流程
回轉動作完成 伺服進給速度,深度 加工
執行自動模式下換刀流程
加工完成
2.2 換刀流程
換刀流程分為自動模式下換刀流程以及手動模式下換刀流程兩種。
(1)自動模式下換刀流程
伺服執行回原點動作 (如在原點則跳過)X15 原點回復標志
中途換刀緩沖點X16 ON 則停止回原點動作 轉為慢速下至換刀點X17 ON
中途沒有檢測到換刀緩沖點則回原點后 轉快速下,檢測到換刀緩沖點X16 ON 轉為慢速下至換刀點X17 ON
變頻器執行主軸定角度動作 定角度標志X51
刀庫前進 X57 ON
主軸上方打刀缸松刀動作 X20 X30 X40 ON
伺服執行回原點動作 X15
刀庫旋轉一工位 執行完成 X52 X55 ON
刀庫旋轉完成,確認定角度正常,打刀缸松刀狀態正常X20 X30 X40 仍為ON
伺服快速下,檢測到換刀緩沖點 X16 ON 轉為慢速下至換刀點 X17 ON
打刀缸返回 X50 ON
刀庫回退 X57 ON
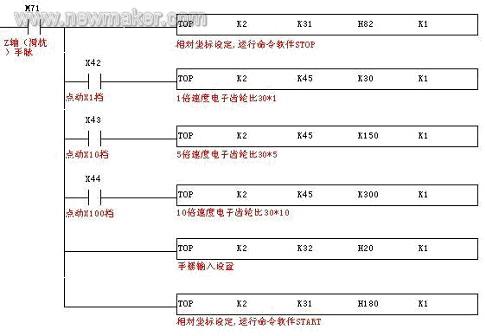
(2)手動模式下換刀流程
原點:刀庫前進、刀庫后退、刀庫旋轉、刀庫定位硬按鍵X21 X31 X41單個打刀缸松刀動作、主軸定角度 X15 回原點標志
換刀點及主軸定角度完成:刀庫前進、刀庫后退,X17 ON 定角度標志
換刀點及主軸定角度完成及刀庫前進到位:交替式軟按鍵(人機界面上)所有打刀缸松刀動作(交替式),X17 ON 定角度標志 X57 ON
換刀點及主軸定角度完成及刀庫前進到位及松刀狀態正常:伺服可執行慢速上下
任意點(刀庫后退原位):硬按鍵單個打刀缸松刀動作伺服可執行給定速度上下
雙手操作可執行 自動模式下換刀流程
3 變頻調速及定位控制
變頻調速
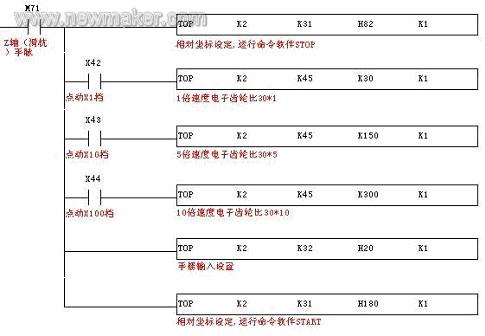
使用臺達V系列變頻器,選配PG05編碼器卡,通過PLC主機發送脈沖的頻率來控制變頻器的轉速。設置參數時需要設置變頻器頻率指令來源為脈沖輸入。這里,需要將變頻器【00-20】參數設為4或者6,本應用中,變頻器轉向不需要改變,因而設定為4。其他必要的參數,不是本文檔說明的重點,在這里不作詳述。
3.2定位功能
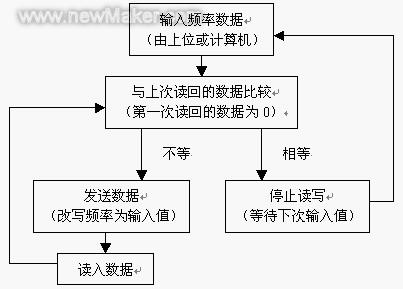
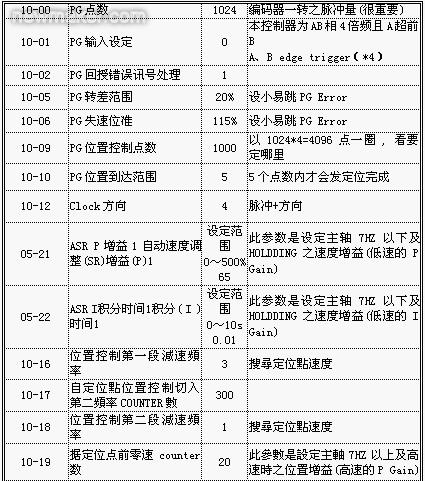
在換刀流程中,換刀前需要先將刀具轉到一個合適的角度,以便于刀庫準確的抓取。換刀流程的位置參數來源于編碼器PG,編碼器定位控制原理如圖1所示,主要參數如表1所示。
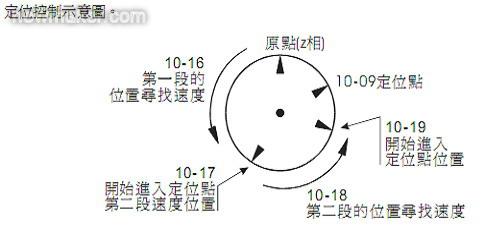
圖1 編碼器定位控制原理
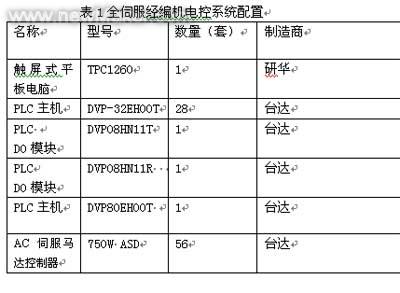
表1 編碼器PG參數 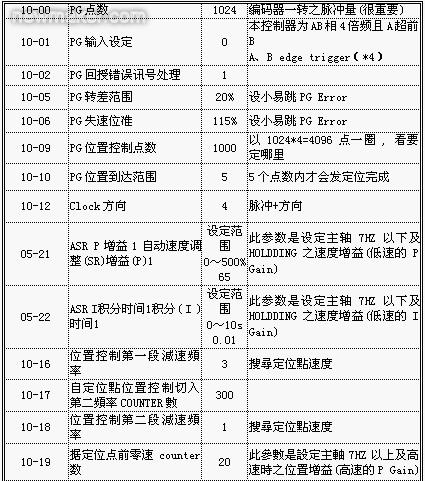
4 結束語
隨著臺達28SV型PLC各種功能擴展模塊的推出,其在網絡連接、現場總線方面的應用都有了更好的表現,連同定位功能,所有這些優異性能都預示其廣闊的應用前景













 工商網監
工商網監
評論