 電子發燒友App
電子發燒友App


成組夾具技術在小批量銑加工生產中的應用 |
|
成組夾具是指針對一組(或幾組)相似零件的一個(或幾個)工序而設計制造的夾具。成組夾具的應用可以擴大機床的使用范圍,提高生產效率和零件的加工質量,也能夠降低工人的勞動強度,縮短生產準備周期,提高勞動生產率。 針對我所的零件加工特點,有部分的結構零件較為適合應用成組技術設計夾具,現舉幾例。希望通過總結成組夾具的設計經驗,在這方面做出一些探討,與同行們互相切磋、交流。 1. 梁結構零件的工裝設計 我所某小批量產品上有一組兩個梁結構零件(見圖1) ,為連接產品內核及外圍組合的關鍵零件。因涉及安裝對接尺寸,精度要求較高。其外形包括斜角及多處帶角度凸臺(角度一致),以及在此角度方向和兩側方向的螺紋聯接孔,導致銑加工工序繁瑣,而且各工步之間缺乏統一的定位基準,銑加工的勞動強度很大,難度較高。其特點為兩個零件外形成鏡像尺寸對稱,但三處安裝孔孔距尺寸不同,這為成組夾具的應用創造了條件。  圖1 梁結構示意圖 針對梁結構零件結構尺寸特點,設計了一套成組工裝,主要包括以下幾個零件(見圖2)。此工裝的工作原理如下:  圖2 梁零件銑削加工工裝示意圖 1,底塊 2,定位銷釘 3,基座(可換) 4,梁零件 5,基座心軸 6,壓緊螺釘 7,裝夾心軸 底塊為工裝的基準,要求各面的垂直度小于0.02 mm, 以保證各面翻轉加工時定位精度不受影響;其斜角的尺寸與梁零件一致,公差取梁零件斜角尺寸公差精度的2倍,考慮定位誤差,能夠保證加工角度尺寸符合要求。 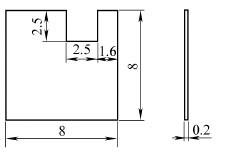 圖3 小塊薄片零件示意圖 加工此類零件的工裝如下,見圖4。  圖4 銑小塊薄片零件工裝示意圖 1,底座(可換) 2,頂頭 3,蓋板 4,緊固螺釘 5,滑塊 3.插針零件的工裝設計  圖5 插針零件示意圖 所設計的工裝,見圖6。 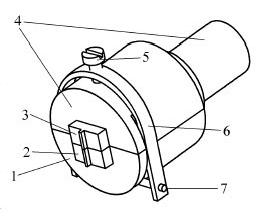 圖6 插針零件工裝示意圖 1,下基座 2,下壓塊(可換) 3,上壓塊(可換) 4,上基座 5,壓緊螺釘 6,壓條 7,鎖軸 工裝使用時,根據不同插針零件尺寸選用不同上下壓塊,上壓塊以插針零件0.7mm圓臺為定位基準,鉆鉸配合孔,保證與外形尺寸對稱,反面鉆沉孔通至孔0.7mm,便于取下零件。上下壓塊均設計與零件寬度尺寸2.1mm相容的凹臺,基本限定坯料外形。隨后放入上下底座之間,以螺釘壓緊,加工0.7mm窄臺。加工完成后,稍松螺釘(不需卸下),下基座在重力作用下松開,即可取出壓塊,卸下零件。 |














 工商網監
工商網監
評論