 電子發燒友App
電子發燒友App



圖紙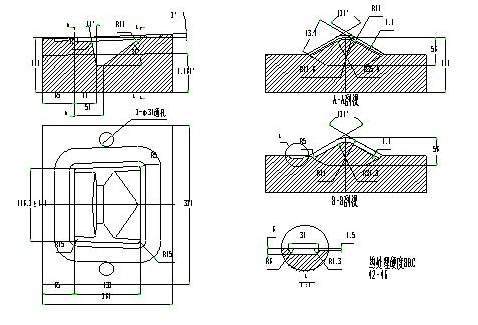
CAD思路
根據圖紙提供的5個視圖我們要能想象出這個零件是一個什么樣的空間的形狀。它是一個中間凹,二邊有臺,而且是一個1度多的斜臺,四周有一圈槽。根據圖紙提供的零件名稱“鍛模”,我們可以分析出,這一圈槽是飛邊(跑料)槽,真正的型腔是中間凹下去的部分,也是這個零件最核心的部分。圖紙中確定零件形狀的關鍵截面有四個:主視圖的左端面、右端面和中間的B—B、A—A截面。圖紙中提供的最關鍵的尺寸是B-B截面尺寸和2度尺寸,根據根據這些數據我們可以推算出其余三個截面。造型的主要工作就是根據這四個截面來造型。
利用給定的截面來做造型,首選的功能就是放樣增料、放樣除料。中間Z-56最深處的形狀是一個矩形,根據圖紙的給的條件是可以做出的。它的四周是四個三種不同角度的斜面。這三個面也是可以做出的。這一部分的形狀我們可以考慮多曲面裁實體,也可以考慮根據四周斜面的斜度求出上端的矩形,利用上下二個矩形做拉伸除料。在這里我們采用第二種方案。第一種方案大家可以試著自己去做。這樣我們這個造型的最主要部分都是用放樣增料和放樣除料來完成的。
四周6mm深的槽在本例中可能是一個難點,只在本例這一個范圍內想辦法,怎么做都很麻煩,因為這個槽的底面座落在多個面上,而且還有一個1.5mm的尺寸。這時我們千萬不要忘了實體的布爾運算,它可以使我們化難為易。根據圖紙給的條件我們直接做一個凹槽很麻煩,但我們如果按照圖紙給的條件做一個跟凹槽形狀一樣的凸型卻很容易。我們把凸型做出,存為X_T文件。然后再與已經做好的模型做一個布爾運算中差運算,問題就解決了。
下面看具體的造型步驟:
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——1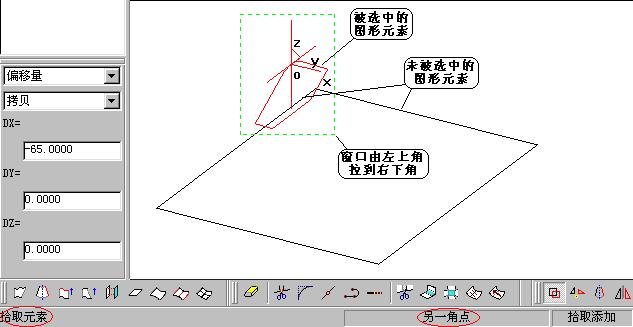
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——2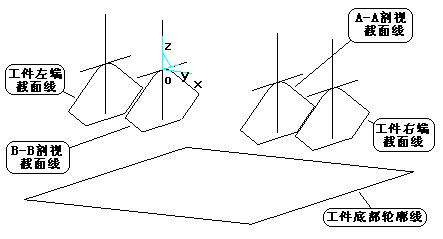
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——3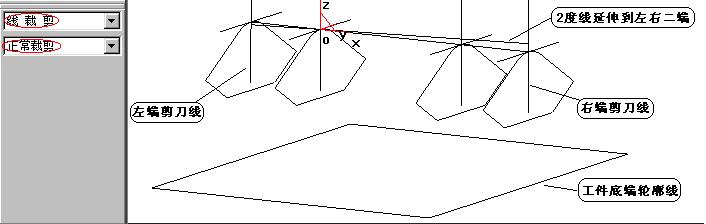
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——4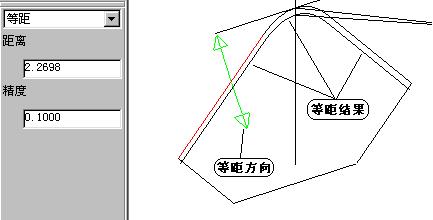
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——5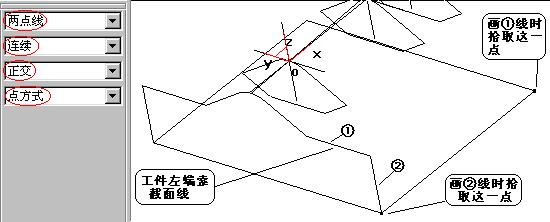
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——6
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——7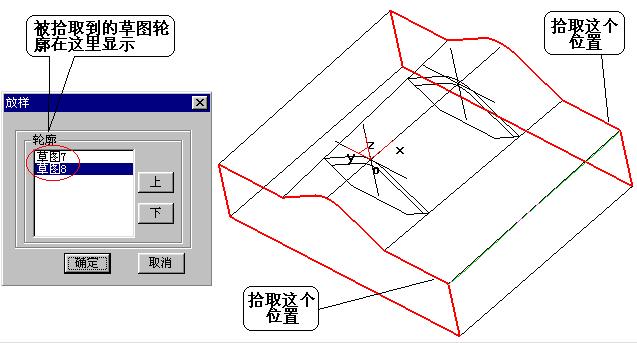
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——8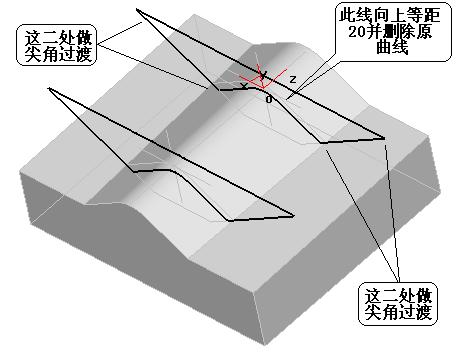
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——9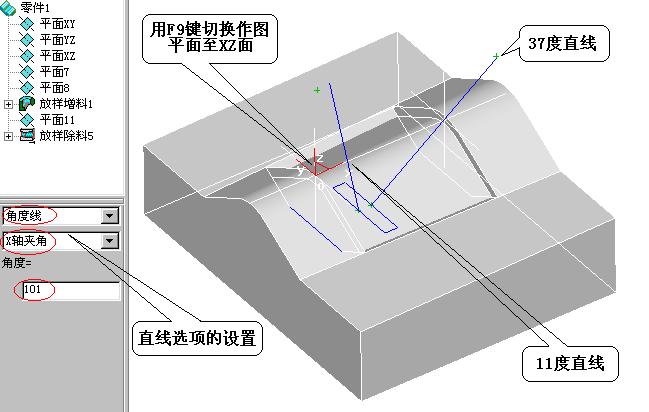
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——10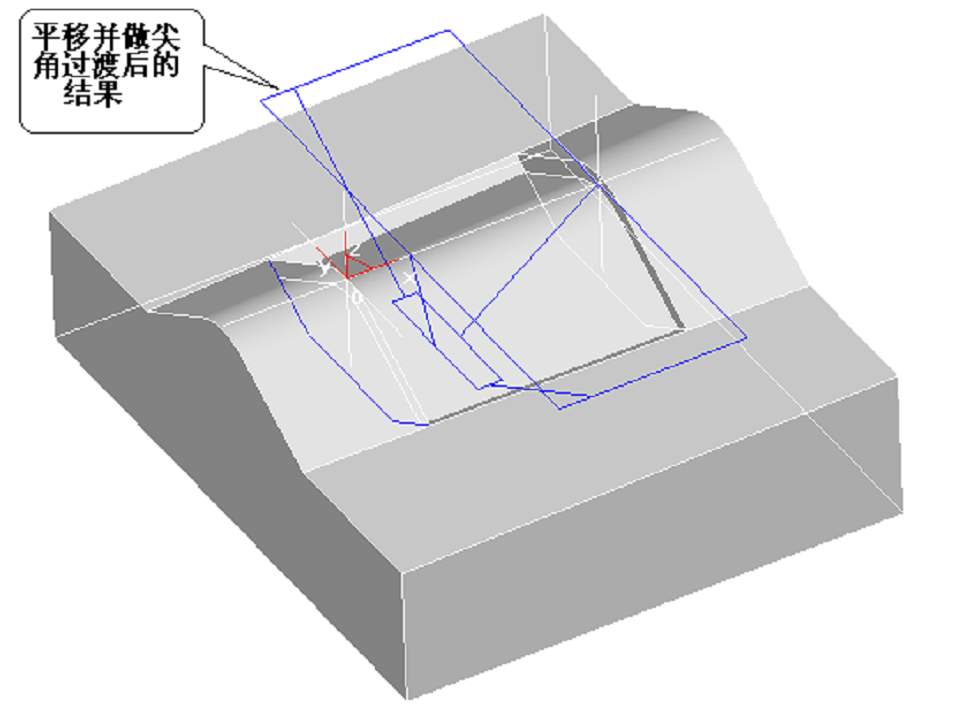
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——11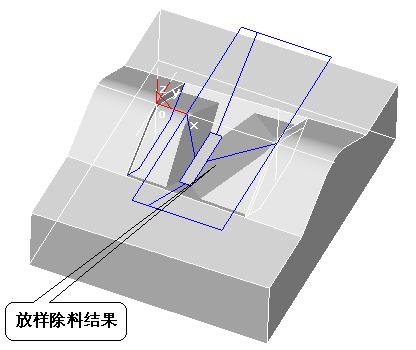
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——12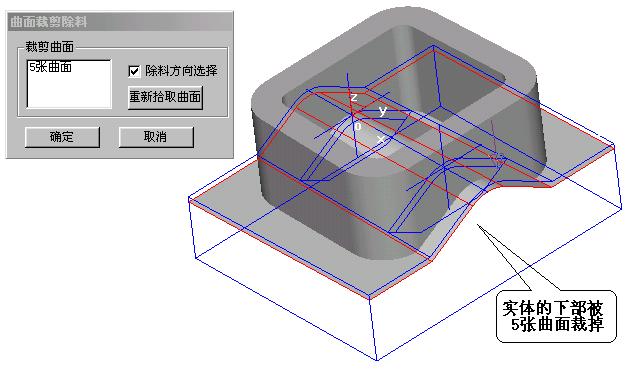
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——13
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——14
設定加工刀具
現在刀具市場上刀具種類繁多,在實際加工中,企業基本上是有什么刀用什么刀,而不可以是想用什么刀就買什么刀。所以刀具的選擇既要考慮到加工的的需要也要考慮到實際的可能。在本例中為了敘述的簡便,我們只做一次粗加工和一次精加工。刀具刀只選一把R5的球刀,粗加工和精加工共用一把刀。
刀具選好后要在系統的刀具庫中進行定義(如果系統的刀具庫中沒有這把刀的話)。系統在生成刀具軌跡時將根據這把銑刀來計算刀具軌跡。
1.選擇【應用】→【軌跡生成】→【刀具庫管理】命令, 彈出刀具庫管理對話框。
2.增加銑刀,這里可以任意增加刀具和刪除刀具。單擊“增加銑刀”按鈕,在對話框中輸入銑刀名稱,刀具名稱可以任意給,只要自己好識別就可以了。
一般都是以銑刀的直徑和刀角半徑來表示,刀具名稱盡量和工廠中用刀的習慣一致。刀具名稱一般表示形式為“D10,r3”,D代表刀具直徑,r代表刀角半徑。
3.設定增加的銑刀的參數。鍵入正確的數值,刀具定義即可完成。其中的刀刃長度和刃桿長度與仿真有關而與實際加工無關,在實際加工中要正確選擇吃刀量和吃刀深度,以免刀具損壞。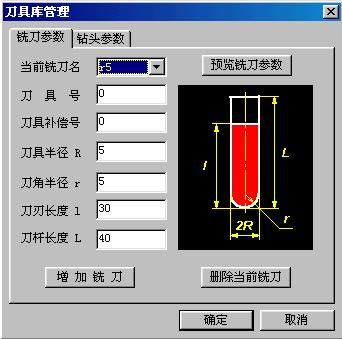
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——15
后置設置
生成刀具軌跡以后要生成機床能夠執行加工的的G代碼程序。后置格式因機床控制系統的不同而略有不同。在《制造工程師》中后置的設置是靈活的,它可以通過對后置設置參數表的修改而生成適應多種數控機床的加工代碼。自己增加的機床(后置文件)能夠存儲而成為用戶自己定義的后置格式。
在《制造工程師》中系統默認的格式為FANUC系統的格式,用戶可以在增加機床中給出機床名,來定義適合自己機床的后置格式。后置中各項設置如下:
??????
? 設定加工范圍
鍛模的上表面和所有型腔都要加工,所以它的加工范圍就是零件的最大輪廓。在做造型時第一步就是做了一個矩形,用這個矩形就可以作為它的加工范圍。
注意:在做造型的過程中經常要做很多的曲線,如果只做造型,不做加工,這些線可能就沒有用途。但只要做加工,這些線就會經常被用到,所以這些線不要輕易刪除,最好采用隱藏的方法,隨時用隨時設為可見,避免不必要的重復勞動,提高工作效率。
1.單擊標準工具欄中的“線面可見”按鈕 ,隱藏的所有線以紅色顯示了來,選工件底部矩形的四條邊,按鼠標右鍵確認,矩形被保留在屏幕上,其余線仍繼續被隱藏。
2.單擊幾何變換工具欄中的“平移”按鈕 ,選擇“拷貝”方式,輸入DZ=117,將這個矩形向上平移117(最高點的數據可以通過查詢得到),得到如下結果。上下二個矩形間的范圍,就是我們的加工范圍。加工的頂層高度是Z=7,就是上面矩形上的任意一點,加工的底層高度是Z=-56。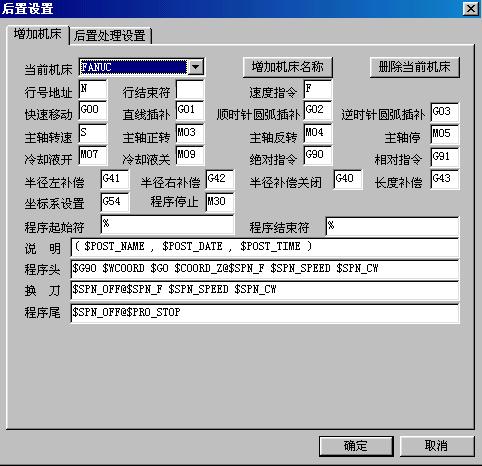
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——15 B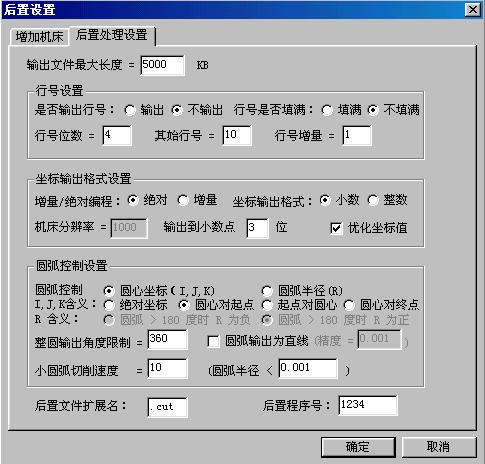
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——16
初學者或企業實際工作人員可以使用CAXA制造工程師特有的"知識l加工”模板進行加工。(另文介紹)
鍛模的常規加工
如果您對CAXA制造工程師已經非常熟悉,您還可以采用更多的加工方式來進行加工。
加工思路:等高粗加工、曲面區域加工。
對于所做的鍛模來說,它的整體形狀是較為平坦的。粗加工采用等高粗加工,精加工采用曲面區域按45度方向加工。在加工中當刀具軌跡平行于某個面而這個面又較陡時,會使加工的質量下降,45 度方向加工將會提升更多的面的加工質量,這是在實際加工中經常采用的方法。
? 等高粗加工刀具軌跡
1.選擇【應用】→【軌跡生成】→【等高粗加工】命令,彈出粗加工參數表,在表中按下圖所示來選擇和鍵入數值。根據使用的刀具R5球刀,設置切削用量參數,如圖所示。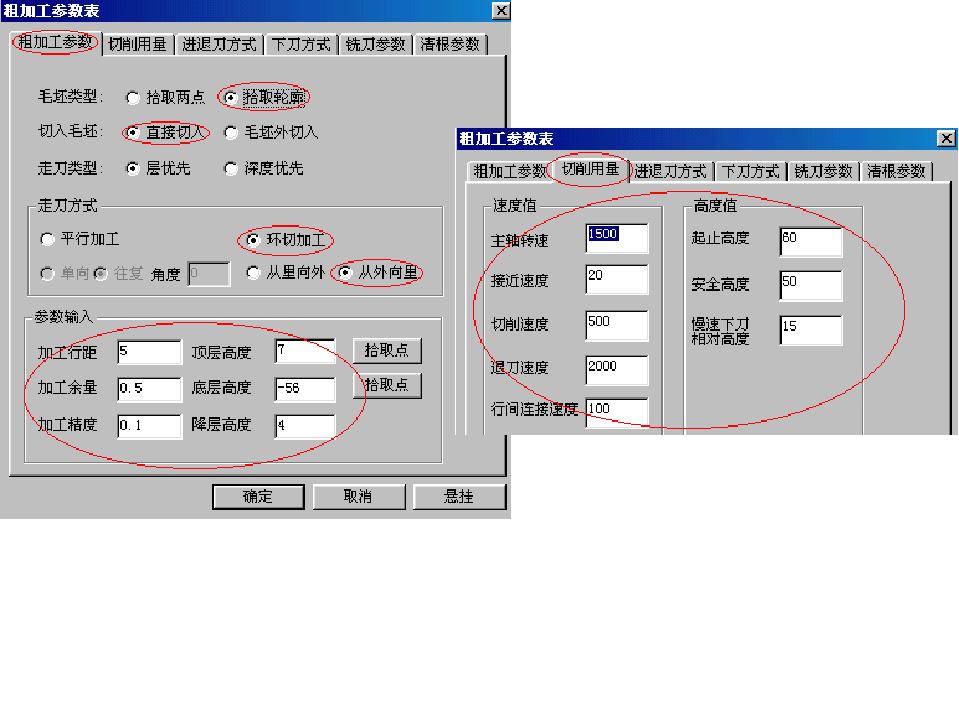
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——17
2.選擇“進退刀方式”和“下刀方式”選項標簽,設定進退刀方式和下刀切入方式均為“垂直”。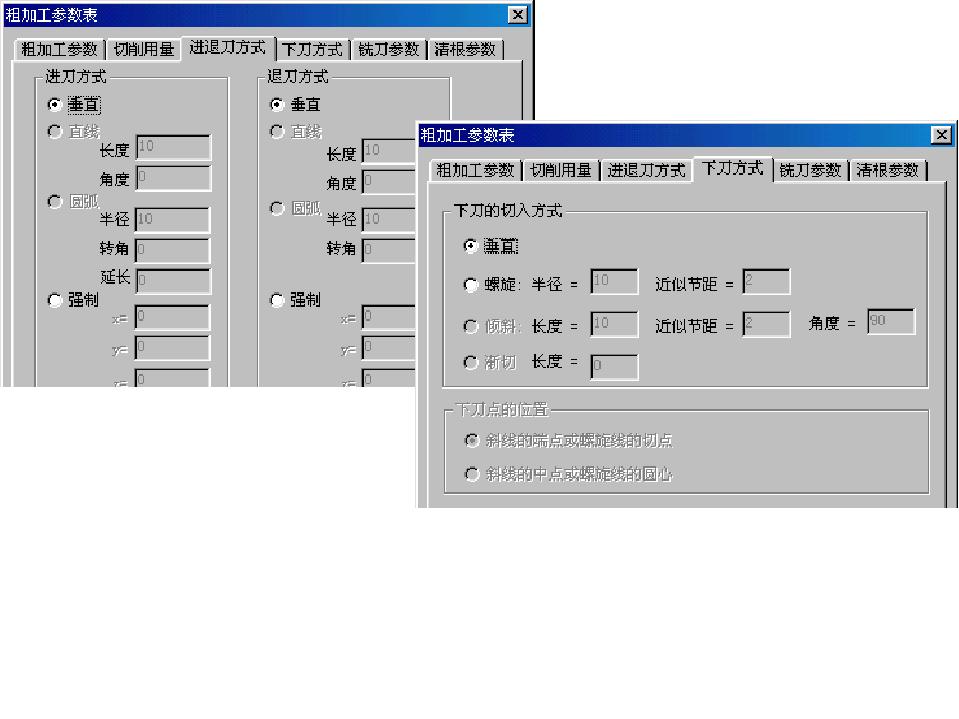
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——18
3.選擇“銑刀參數”選項標簽,選擇在刀具庫中已經定義好的銑刀R5球刀,并可以設定和修改球刀的參數。選擇“清根參數”選項標簽,設置清根參數。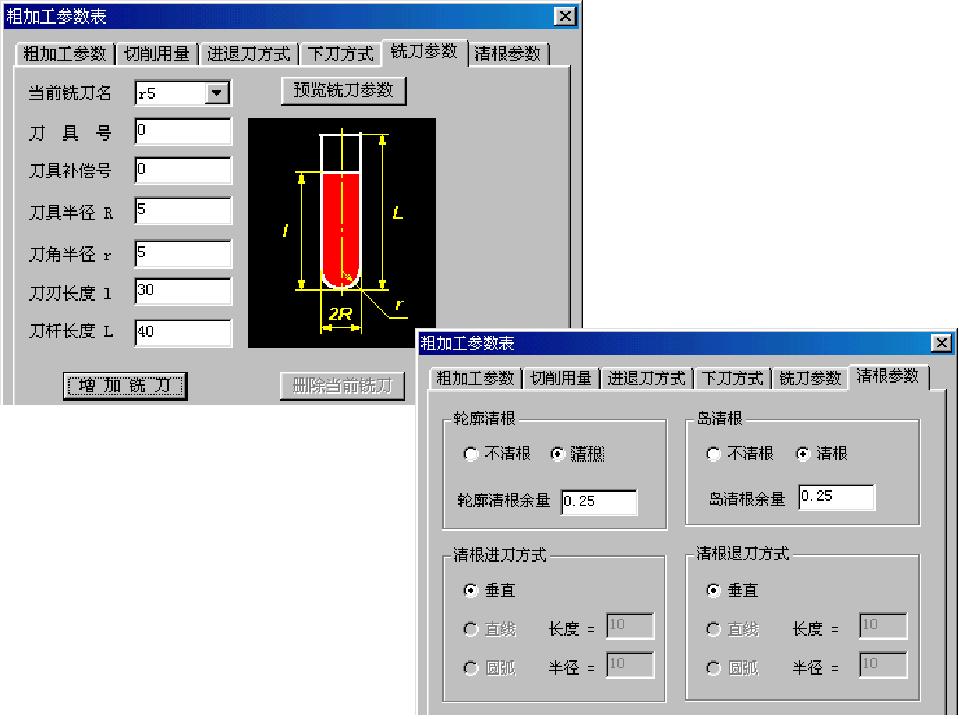
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——19
4.粗加工參數表設置好后,按“確定”。屏幕左下方提示“拾取輪廓”。選上邊或下邊的矩形輪廓都可以,然后根據箭頭選擇方向。這個方向與加工時的走刀方向有關,拾取輪廓時的位置與下刀點有關,通常它在輪廓上與拾取位置最近的一點的下刀。
5.拾取輪廓完成后屏幕左下邊提示拾取曲面,按“W”鍵或用鼠標點取實體任意位置,被選中的實體的線架變紅。按鼠標右鍵確認,系統開始計算刀具軌跡。大約40秒左右粗加工刀具軌跡生成。結果見下面左圖。
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——20
6.粗加工刀具軌跡可以查詢,選擇【工具】→【查詢】→【粗加工層軌跡】命令,在立即菜單中選擇“不保存層軌跡”。屏幕左下部提示拾取刀位點,用鼠標選中其中的一層軌跡,這一層刀具軌跡在屏幕上被單獨顯示。這一功能對檢查粗加工刀具軌跡非常有用。按ESC鍵或鼠標右鍵退出查詢。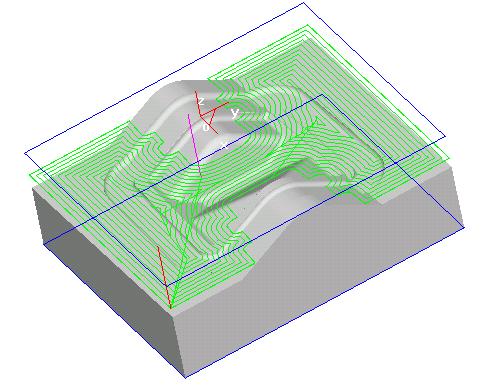
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——21
? 精加工(曲面區域)刀具軌跡
1. 首先把粗加工刀具軌跡隱藏。
2. 選擇【應用】→【軌跡生成】→【曲面區域】彈出曲面區域加工參數表。按下面參數表中的值鍵入各項參數,刀具和其它參數按粗加工的參數來設定。完成后按確定。
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——22
3.根據屏幕左下面的提示來拾取曲面和輪廓線。拾取的方法和前的粗加工相同。完成后按鼠標右鍵確認。系統開始計算刀具軌跡。按上面參數表給的參數,整個計算時間大約8分鐘。如果是做練習,曲面精度請改為0.1,行距請改為3,計算時間大約為1分鐘。結果如下。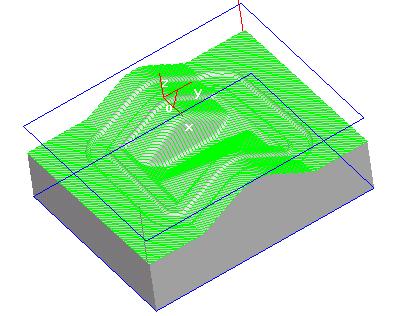
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——223
? 軌跡仿真
加工軌跡生成后進行仿真有三個用處:一是可以看到加工的真實過程;二是可以檢查軌跡有無過切;三是可以告訴機床的操作者,要加工件的什么部位,刀具是在怎樣進行加工的,很直觀,比口頭解釋要清楚。
1. 首先把剛才做的粗加工軌跡設為“可見”。
2. 選擇【應用】→【軌跡仿真】命令,在立即菜單中選擇“拾取兩點”且“快速仿真”方式。仿真有二種方式:一是實時仿真。能夠看到仿真加工的整個過程,但速度要慢一些;二是快速仿真。不顯示仿真加工的整個過程,只給出結果,但速度快。用戶可以根據需要來選擇。
3. 根據屏幕左下邊的提示“拾取刀具軌跡”,可以分別拾取也可以用窗口拾取,被拾取到的刀具軌跡變紅,按右鍵確認。
4. 屏幕左下邊提示拾取兩點,拾取上下二個矩形所形成的立方體的任意二個對角點,屏幕上出現一個立方體的毛坯,接著開始自動進行加工仿真,仿真結果如下。
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——24
精加工仿真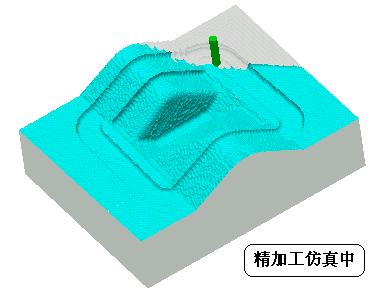
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——25
? 生成加工G代碼
1.前面已經做好后置設置。選擇【應用】→【后置處理】→【生成G代碼】命令。彈出后置文件對話框,輸入文件名后按確定。
2.屏幕左下部提示“拾取刀具軌跡”,用鼠標拾取粗加工刀具軌跡,按鼠標右鍵確認。稍等片刻,G代碼生成。
3.同樣的方法可以生成精加工G代碼。如果兩條刀具軌跡同時拾取,那么兩條刀具軌跡將會生成一個G代碼程序。是否要這樣做,要看實際的需要。 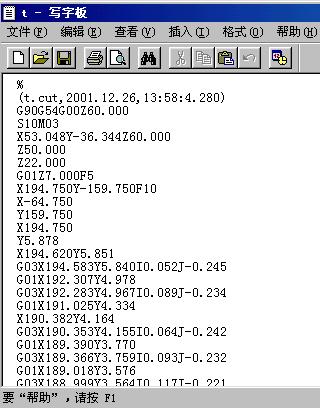
磨擦楔塊鍛模(牡丹江機車車輛廠)CAD/CAM——26
? 生成加工工序單
生成加工工序單的目的有三個:一是車間加工的需要,當加工程序較多時可以使加工有條理,不會產生混亂。二是方便編程者和機床操作者的交流,憑嘴講的東西總不如紙面上的文字更清楚。三是車間生產和技術管理上的需要,加工完的工件的圖形檔案、G代碼程序可以和加工工序單一起保存,一年以后如需要再加工此工件,那么可以立即取出來就加工,一切都是很清楚的,不需要再做重復的勞動。
1.選擇【應用】→【后置處理】→【生成工序單】命令,彈出選擇HTML文件名對話框,輸入文件名后按確定。
2.屏幕左下邊提示拾取加工軌跡,用鼠標選取或用窗口選取或按“W”鍵,選中全部刀具軌跡,點右鍵確認,立即生成加工工序單。生成和結果如圖所示。
3.加工工序單可以用IE瀏覽器來看,也可以用WORD來看并且可以用WORD來進行修改和添加。
至此鍛模的造型、生成加工軌跡、加工軌跡仿真檢查、生成G代碼程序,生成加工工序單的工作已經全部做完,可以把加工工序單和G代碼程序通過工廠的局域網送到車間去了。車間在加工之前還可以通過《制造工程師》中的校核G代碼功能,再看一下加工代碼的軌跡形狀,做到加工之前胸中有數。把工件打表找正,按加工工序單的要求找好工件零點,再按工序單中的要求裝好刀具找好刀具的Z軸零點,就可以開始加工了,注意第一刀要慢一些,手不要離開F進給速度倍率旋鈕, 如果沒有問題,你就可以一邊干這件活,一邊準備下一件活了。
CAXA制造工程師教程 (圖解)
- CAXA(36232)


相關推薦
CAXA制造工程師2004
CAXA制造工程師2004在3·15消費者權益保護日當天,國內最大的CAD/CAM工程軟件開發商CAXA在京隆重發布了其千錘百煉、融貫東西的一款精品CAM產品——“CAXA制造工程師2004”,
2009-10-18 18:10:58 2826
2826
2826CAXA制造工程師在數控加工制造中的應用
CAXA制造工程師在數控加工制造中的應用
CAXA制造工程師是一款優秀的國產數控加工軟件,隨著軟件知名度的提高,在國內的用戶群與日俱增。為了推
2009-10-18 18:48:304409
4409智能制造工程師是做什么的_智能制造工程師要學什么
智能制造時基于人工智能的研究的一個專業。培養具有機械工程、電氣控制工程、計算機和信息化管理技術等學科知識交叉融合型工程技術人才。學生接受從理論到實際應用的智能制造工程師基本訓練,培養智能產品設計制造,智能裝備故障診斷、維護維修,智能工廠系統運行、管理及系統集成等方面的復合型、應用型工程技術人才。
2020-03-23 14:37:5625908
25908網優工程師:5G NSA組網信令翻譯(圖解)資料下載
電子發燒友網為你提供網優工程師:5G NSA組網信令翻譯(圖解)資料下載的電子資料下載,更有其他相關的電路圖、源代碼、課件教程、中文資料、英文資料、參考設計、用戶指南、解決方案等資料,希望可以幫助到廣大的電子工程師們。
2021-04-28 08:47:35 8
8
8
電子工程師該如何選擇PCB制造商?
隨著技術的進步,PCB制造工藝也在不斷發展。獲取定制PCB的過程不再喧囂,工程師可以在線快速訂購復雜的PCB并在幾天內獲得。多家制造商以低成本提供優質的PCB制造服務。在下訂單之前,請務必對制造
2019-07-29 11:46:592039
2039





 工商網監
工商網監
評論