 電子發(fā)燒友App
電子發(fā)燒友App


PLC程序設(shè)計,一般均采用直覺法,也就是說它基于電路設(shè)計者本身之學習經(jīng)驗,較為主觀及直接。須經(jīng)歷一段瞎子摸象的嘗試錯誤(tryanderror)時期,對程序進行除錯之后才能符合所需功能或動作要求;因此設(shè)計出來的程序因人而異,除了原程序設(shè)計者之外,使用者或維修人員較不易理解其動作流程,亦即程序的可讀性較低。
但程序設(shè)計其實有些許脈絡可循,只是坊間的書籍很少提及這一部分。以下姑且抱著野人獻曝的心情,以『三相感應電動機故障警報控制』電路為例,由傳統(tǒng)電工圖轉(zhuǎn)換為階梯圖的過程,淺談程序設(shè)計,相信爾后對于相關(guān)的回路轉(zhuǎn)換或程序設(shè)計,您或許可觸類旁通。
01 ? ? ? 傳統(tǒng)電工圖
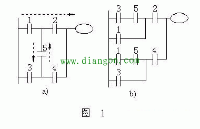
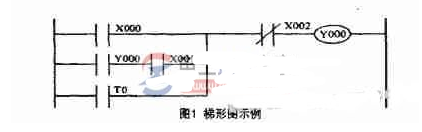
已知的三相感應電動機故障警報控制電路,其傳統(tǒng)電工圖,如圖1所示:
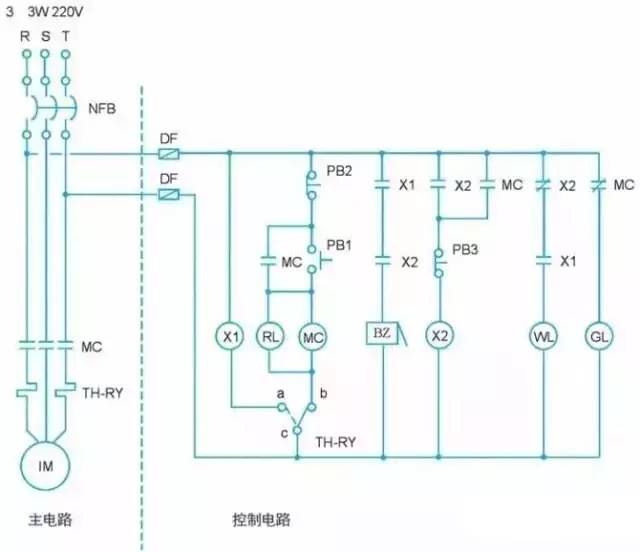
圖1 三相感應電動機故障警報控制電路圖
02 ? ? ? 動作說明
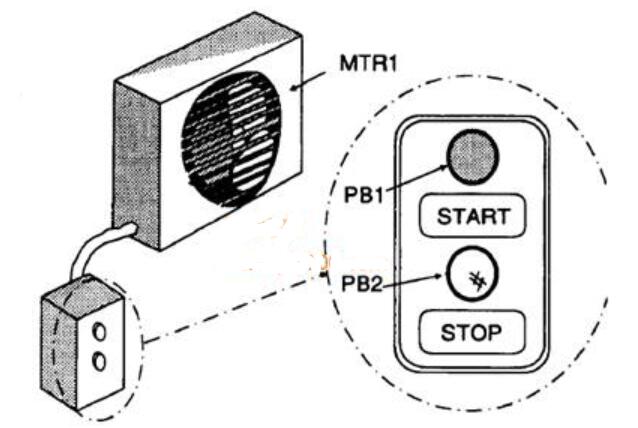
(1)電源正常時,僅綠燈gl亮,電動機不動作。
(2)按下啟動按鈕pb1,電磁接觸器mc動作,電動機立即運轉(zhuǎn),指示燈rl亮,綠燈gl熄。
(3)按下停止按鈕pb2,電磁接觸器mc斷電,電動機停止運轉(zhuǎn),指示燈rl熄,綠燈gl亮。
(4)電動機在運轉(zhuǎn)中,因過載或其它故障原因,致使積熱電驛th-ry動作,電動機停止運轉(zhuǎn),蜂鳴器bz發(fā)出警報,指示燈rl熄,綠燈gl亮。
(5)按下按鈕開關(guān)pb3,蜂鳴器bz停止警報,白燈wl亮,綠燈gl亮,紅燈rl熄。
(6)故障排除后,按下積熱電驛th-ry復歸桿,則白燈wl熄,綠燈gl亮,紅燈rl熄,可以重新起動電動機。
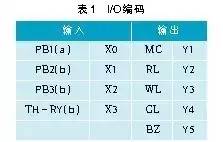
03 ? ? ? I/0編碼
使用PLC,就是以軟件程序來取代硬件配線。傳統(tǒng)電工圖當中,主電路是PLC無法取代的;plc可以取代的部分,是控制電路。由傳統(tǒng)電工圖轉(zhuǎn)換為階梯圖的第一個步驟,就是i/o編碼,亦即將傳統(tǒng)電工圖中的輸入/輸出組件,先行確定其在PLC中所擬對應之外部輸入/輸出端子編號,以及外部輸入組件接線方式是采用a/b接點。
(a):外部採a接點方式接線
(b):外部採b接點方式接線
04 ? ? ? PLC外部接線圖
輸入/輸出組件經(jīng)i/o編碼,并決定外部輸入組件是采用a/b接點接線方式后,PLC外部接線圖如圖2所示。圖中所示為豐煒vigor-vb系列PLC機種,采用npn接線,也可以用24v端子與s/s端子并接。
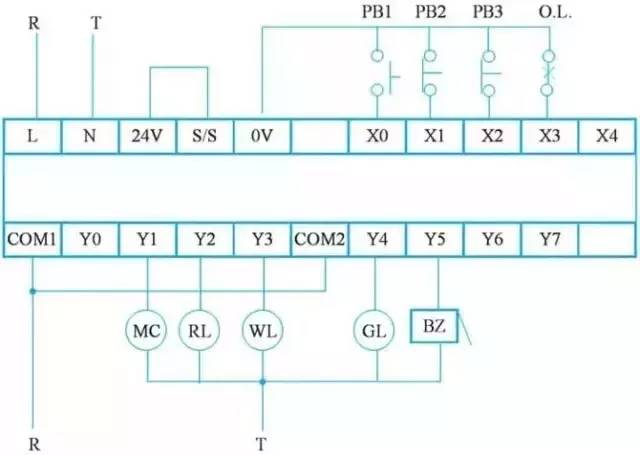
圖2 PLC外部接線圖
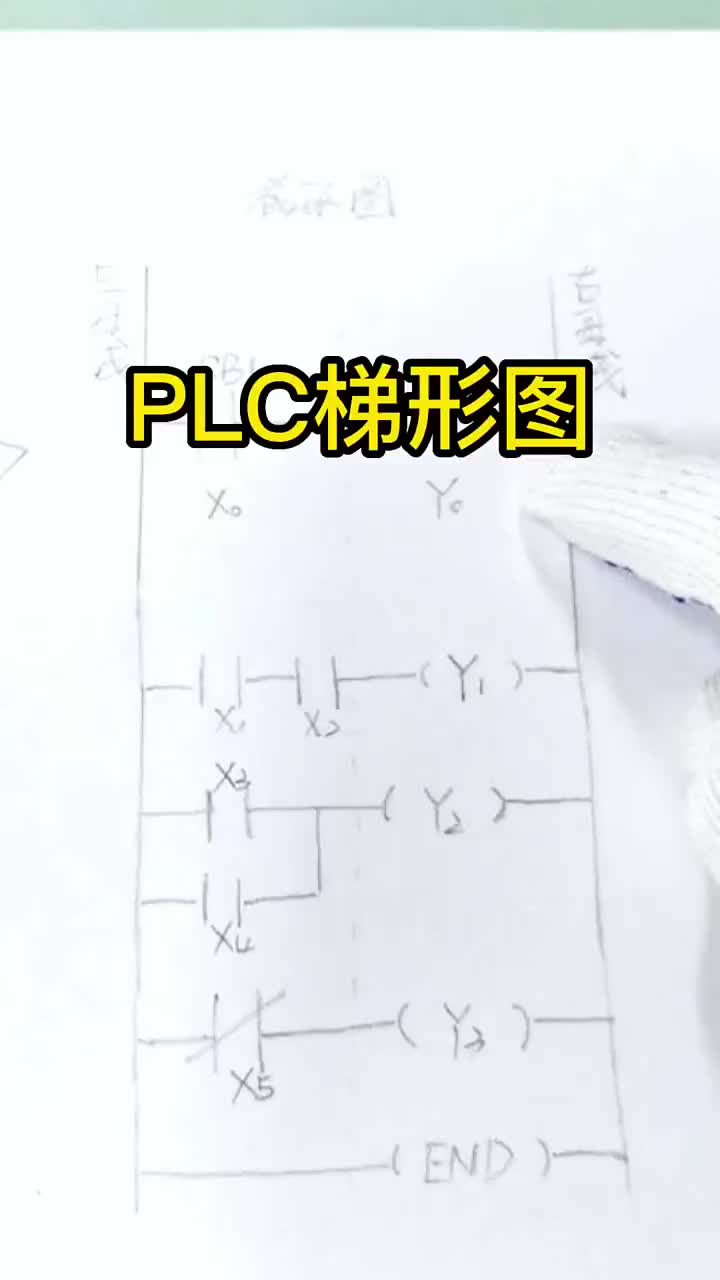
05 ? ? ? PLC階梯圖
由傳統(tǒng)電工圖轉(zhuǎn)換為階梯圖之程序設(shè)計步驟如下:
(1)將電工圖中控制電路直接轉(zhuǎn)成對應階梯圖
因為PLC階梯圖中規(guī)定,接點在前,輸出線圈則必須位于回路的最后。故首先須重新繪制電工圖,將圖中接點與輸出線圈位置適度變更,以符合PLC階梯圖的要求,重新繪制后的電工圖,如圖3所示。
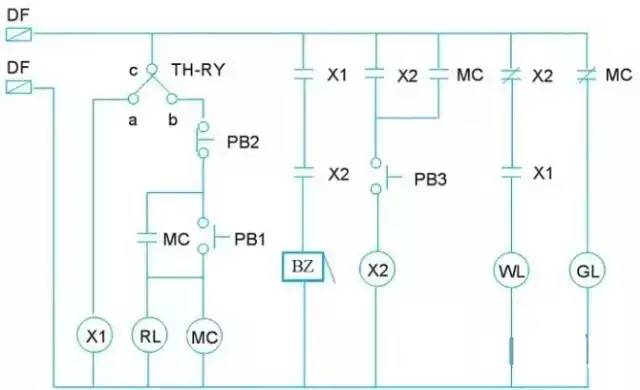
圖3 重新繪制后的電工圖
(2)以i/o編碼后的組件編號,取代電工圖中的輸入/輸出組件,此處要留意的是,th-ry的c-a接點及c-b接點要獨立出來,各自成為一個控制回路,如圖4所示。
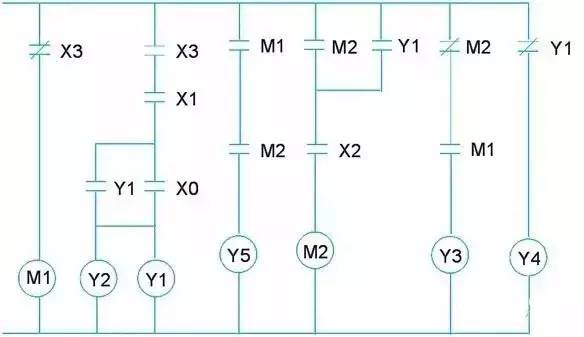
圖4 i/o編碼后的的電工圖
(3)將圖4所示的電工圖,向左旋轉(zhuǎn)90°,之后再垂直翻轉(zhuǎn)(upsidedown),即可成為plc階梯圖,但因:y1、x0接點,輸出線圈y1和y2,不符合一般編程軟件格式,故須適度更正,如圖5右方所示。
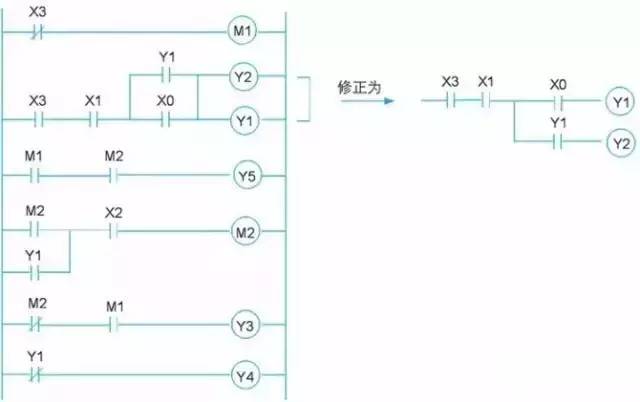
圖5 適度翻轉(zhuǎn)并修正后的階梯圖
※若您使用visio來繪制電工圖,則向左旋轉(zhuǎn)90°,之后再垂直翻轉(zhuǎn),就變得很easy。
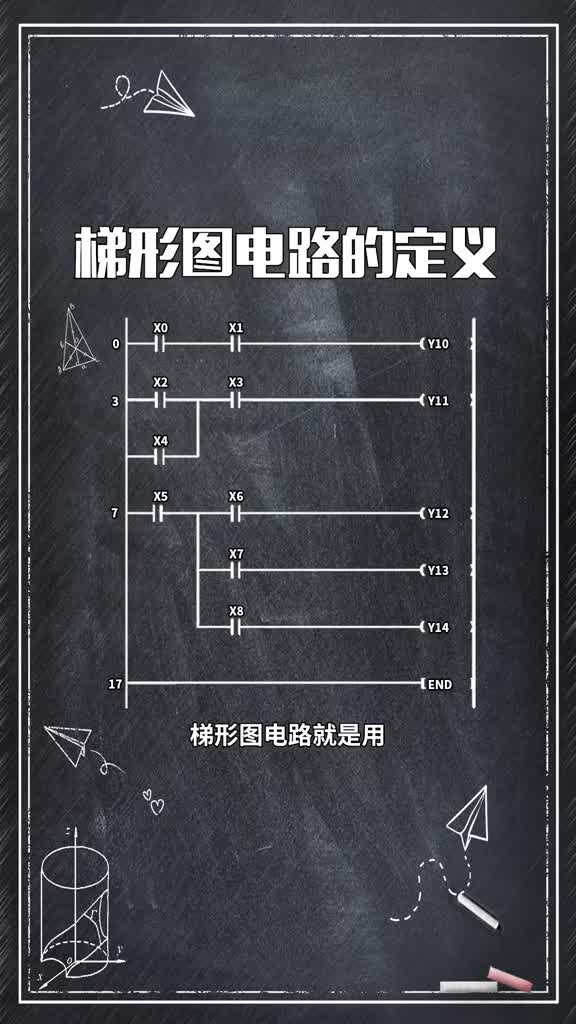
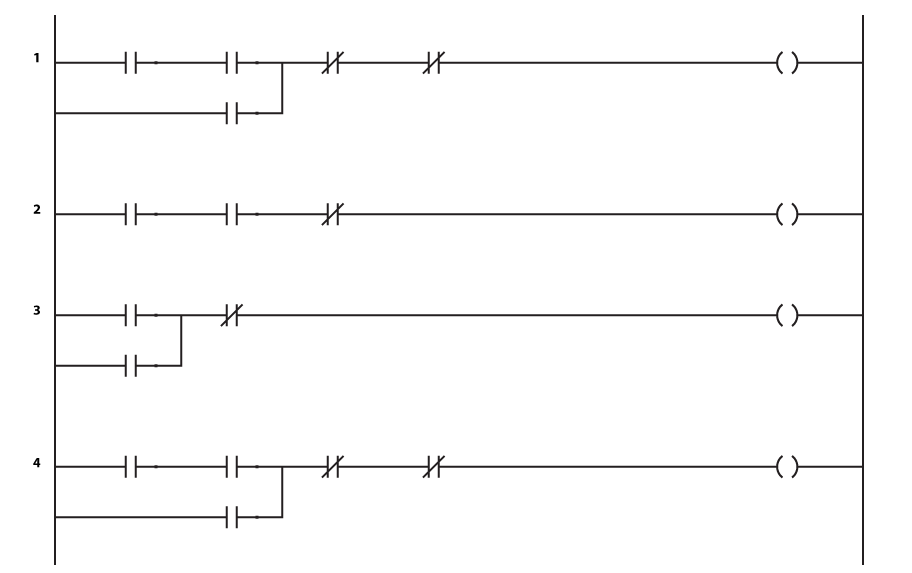
(4)使用編程軟件繪制之階梯圖,如圖6所示,與適度翻轉(zhuǎn)并修正后的階梯圖,完全相同。
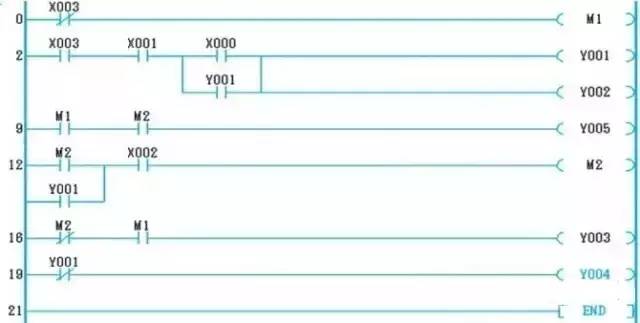
圖6 編程軟件繪制之階梯圖
06 ? ? ? 指令
將階梯圖轉(zhuǎn)換為指令,則如下所示:
07 ? ? ? PLC轉(zhuǎn)換接線與階梯圖
傳統(tǒng)電工圖完整轉(zhuǎn)換后之PLC外部輸入/輸出接線與階梯圖。使用軟件程序取代硬件配線后之PLC外部輸入/輸出接線與階梯圖,如下圖7所示。
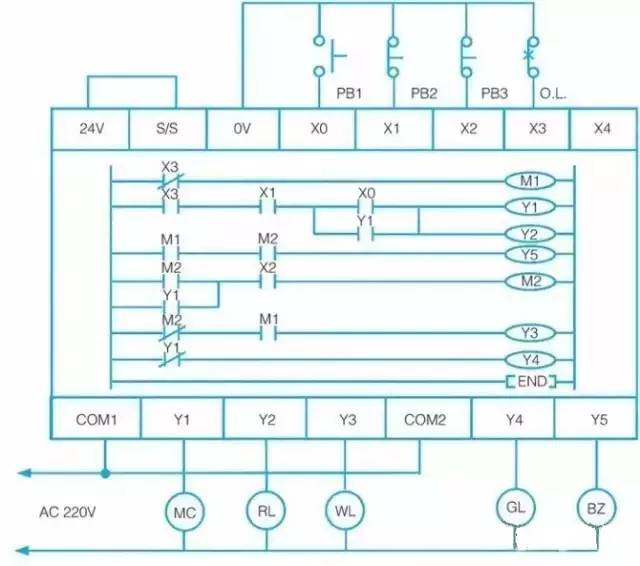
圖7 以軟件程序取代硬件配線后之PLC
08 ? ? ? 結(jié)束語
PLC其研發(fā)目的在于取代以繼電器為主之順序控制,亦即使用軟件程序以取代硬件配線,因此祇要改變其軟件程序即可改變其控制的順序,而輕易的達成控制上之不同需求。
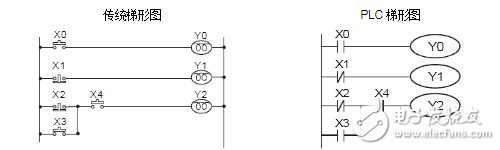
一般的PLC系以傳統(tǒng)繼電器控制回路為基礎(chǔ)發(fā)展而來,并將繼電器的接點和線圈予以符號化,當轉(zhuǎn)換成一般的階梯圖或指令之后,即可實現(xiàn)其控制。
編輯:黃飛
?




















 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論