 電子發(fā)燒友App
電子發(fā)燒友App


?
?冷鉚接方式,鉚接區(qū)域不需要加熱
?部件不變形
?對(duì)材料無(wú)熱膨脹影響
?自動(dòng)或手動(dòng)工藝
?可以集成到其他制造工藝中
?沒有預(yù)制孔
?部件定位容易
?沖裁出的材料留在鉚釘內(nèi)部
?精簡(jiǎn)經(jīng)濟(jì)的設(shè)備布局設(shè)計(jì)
?沒有濕氣,無(wú)需通風(fēng)
?低噪音和節(jié)能工藝
?安裝電源和空氣壓力(6bars)簡(jiǎn)單方便
?可多層鉚接
通過(guò)液壓泵站提供驅(qū)動(dòng)力控制鉚槍,使半筒狀鉚釘穿透第一層板材在第二層板材產(chǎn)生互鎖,形成具有一定抗拉強(qiáng)度和抗剪強(qiáng)度的鉚接點(diǎn)并通過(guò)曲線和窗口技術(shù)監(jiān)測(cè)和控制鉚接質(zhì)量。
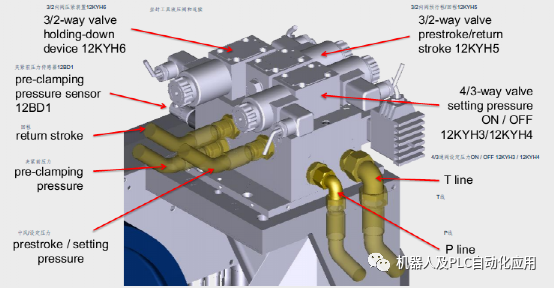
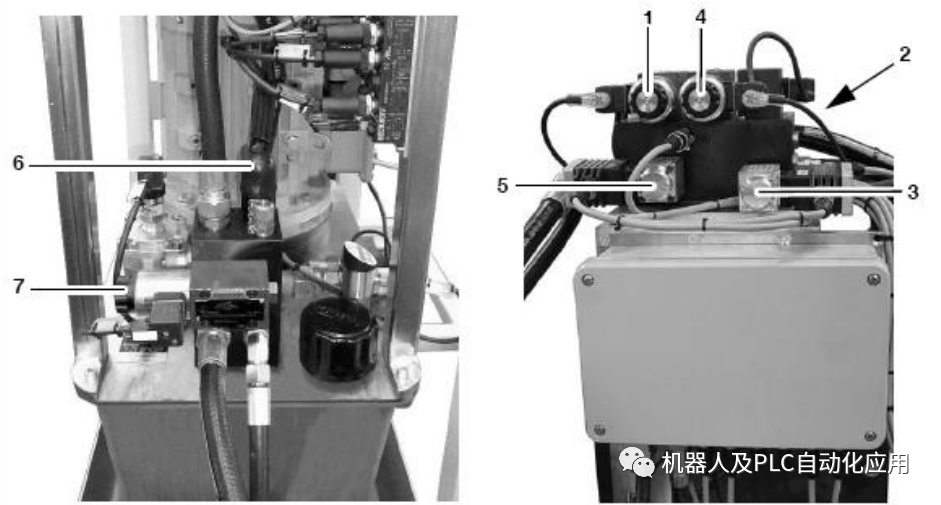
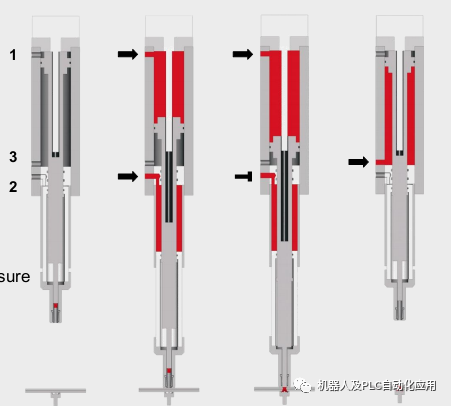
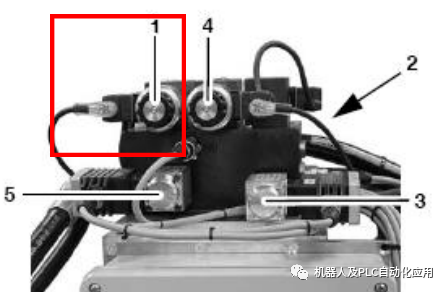
1. 4/3定向閥? 2. 定向座閥? 3. 抑制壓力的壓力比例調(diào)節(jié)閥? 4. 定向座閥? 5. 設(shè)置壓力的壓力比例調(diào)節(jié)閥? 6. 泄壓閥(安全閥)? 7. 減壓周期的4/2定向閥?

1次中風(fēng)/設(shè)定壓力
2個(gè)進(jìn)給行程/預(yù)夾緊壓力
3回程

預(yù)壓緊時(shí)

開始鉚接時(shí)

返回時(shí)
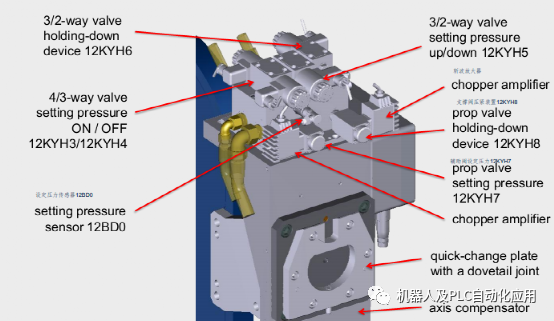
進(jìn)槍與預(yù)壓緊:
1號(hào)油管的進(jìn)槍是通過(guò)12KYH7比例閥和12KYH3得電,P與B相通。進(jìn)槍時(shí)3號(hào)油管相通,12KYH5不得電,P與A相通,再與12KYH3的A與T相通回油到液壓?jiǎn)卧?/p>
2號(hào)油管的預(yù)壓緊與進(jìn)槍同時(shí)進(jìn)行,12KYH8比例閥A與12KYH6換向閥不動(dòng)作時(shí)(A與P相通)進(jìn)油實(shí)現(xiàn)預(yù)壓緊。
做功:
12KYH7比例閥和12KYH3換向閥得電,做功的大小有比例閥調(diào)節(jié),做功時(shí)3號(hào)油管封死。
回油:
12KYH4得電P與A相通后,再與12KYH5(不得電)A與P相通,實(shí)現(xiàn)3號(hào)油管的進(jìn)油,推動(dòng)液壓缸返回。進(jìn)油的同時(shí),1號(hào)油管通過(guò)12? KYH4的B與T相通油回到液壓?jiǎn)卧?號(hào)管通過(guò)12KYH6的P與B相通,油進(jìn)入3號(hào)管助推回油。
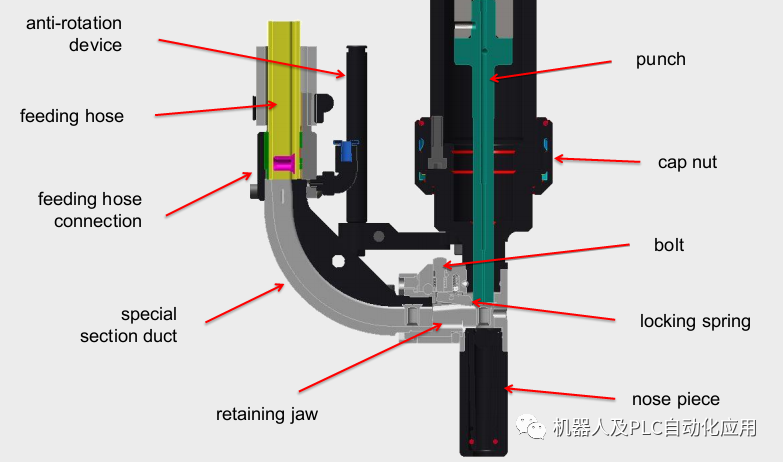
增強(qiáng)型的槍頭:
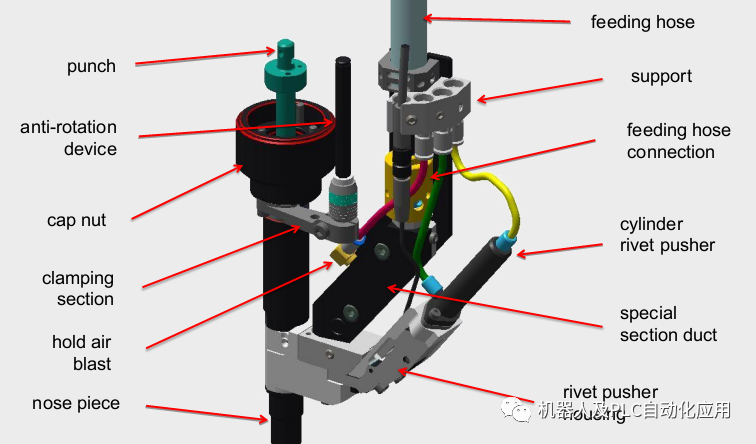
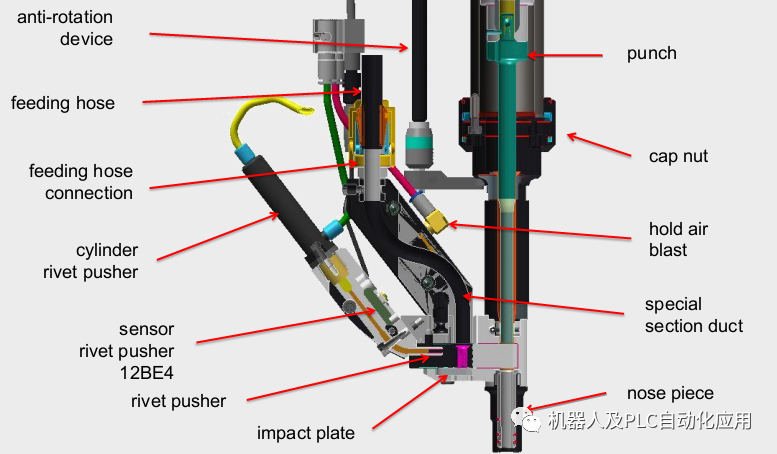
普通型槍頭:

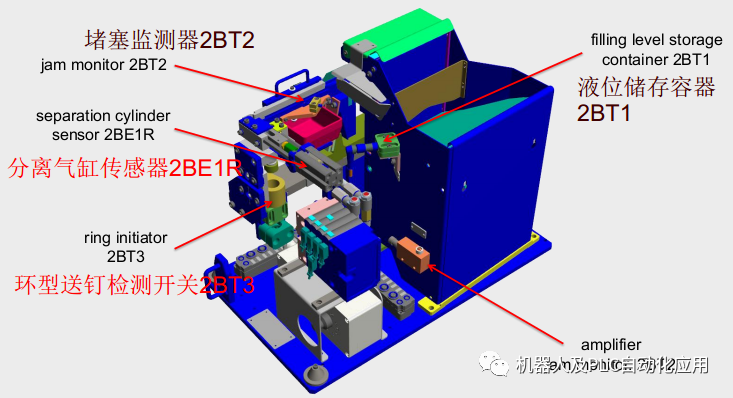
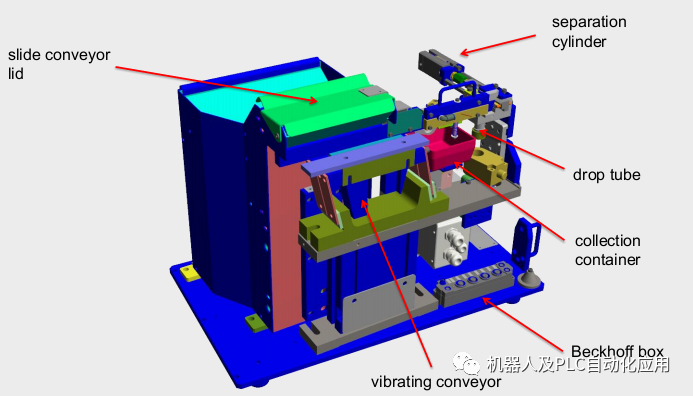
送釘單元HDX線性給料機(jī)
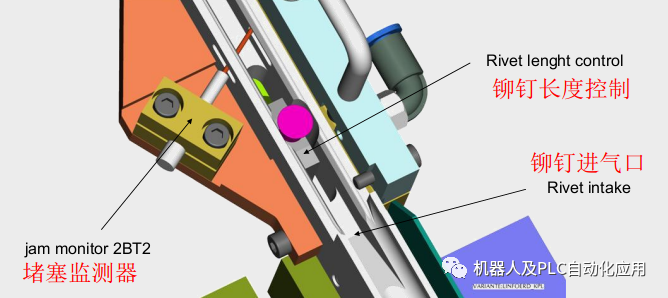
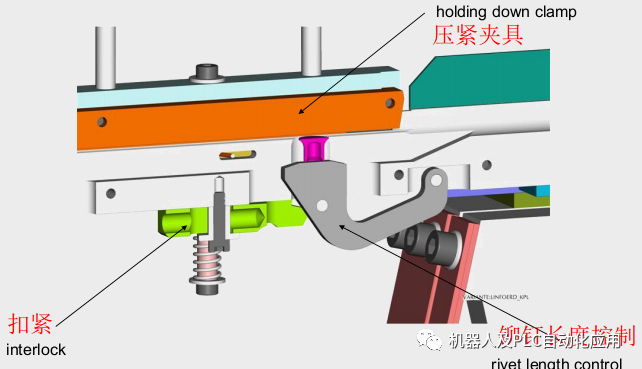
鉚釘長(zhǎng)度控制
?
帶Festo閥組的進(jìn)料裝置HDX
閥門布置:
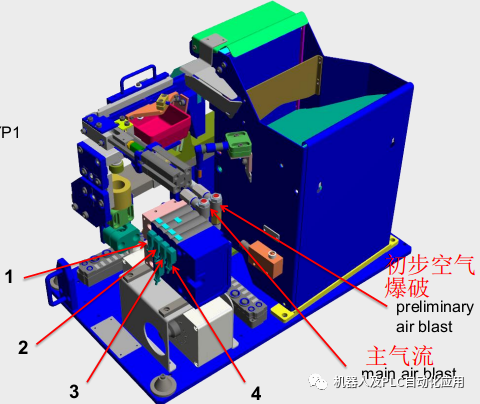
1.抗干擾氣流2YP1
2.預(yù)鼓風(fēng)2YP5和主鼓風(fēng)2YP4
3.分離裝置2YP3
4.滑動(dòng)輸送機(jī)2YP2
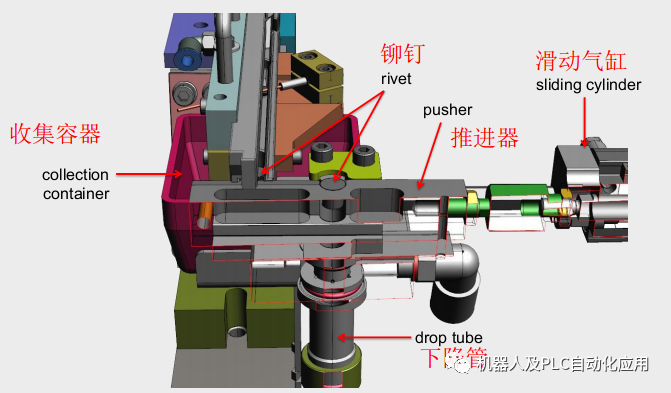
分離裝置HDX鉚釘
手動(dòng)送釘控制
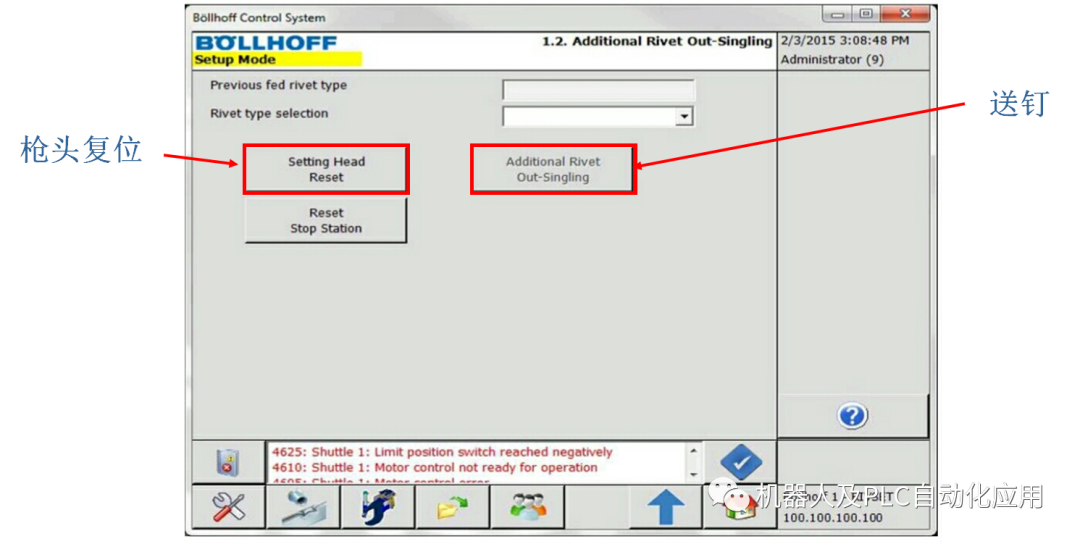
復(fù)位前確認(rèn)管和槍頭內(nèi)沒有釘,復(fù)位時(shí)點(diǎn)“V”保持2S段時(shí)間

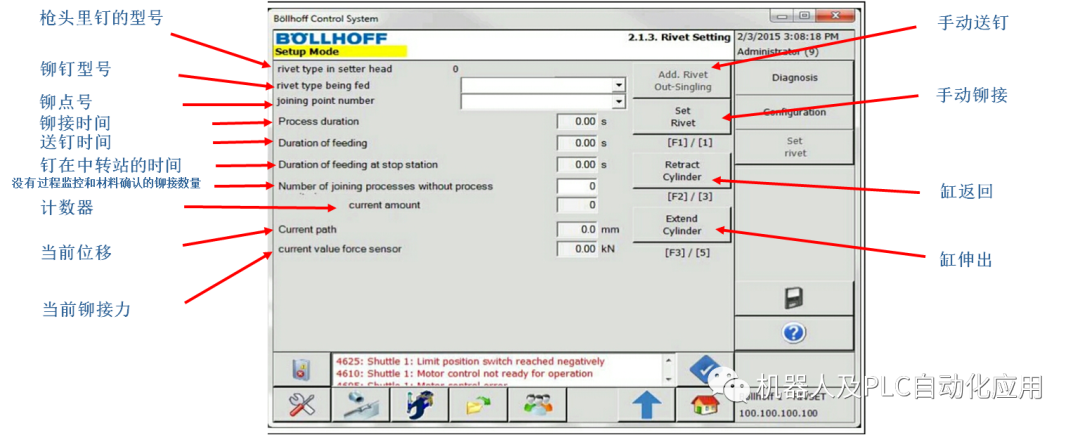
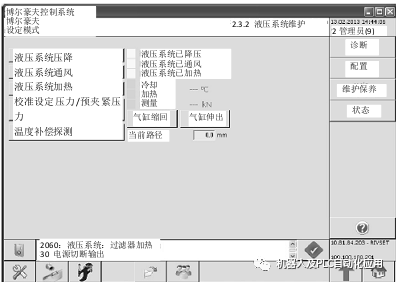
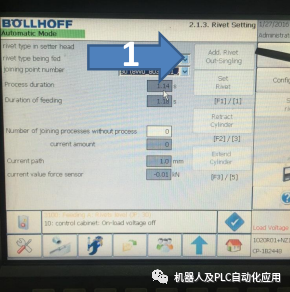
設(shè)定操作模式下的鉚接
1.? 對(duì)自沖鉚接系統(tǒng)進(jìn)行調(diào)試
2. ?將“自動(dòng)/設(shè)定”鍵調(diào)至設(shè)定。?
3. ?將“橋接保護(hù)電路”鍵調(diào)至“E2”。自沖鉚接系統(tǒng)的高級(jí)保護(hù)電路連接。?
4. ?連接博爾豪夫移動(dòng)面板。?
5. ?按下主屏幕中的 按鈕以打開“配置診斷”屏幕。?
按鈕以打開“配置診斷”屏幕。?
6. ?按下設(shè)定按鈕。?
8. ?上述情況下,按下OK按鈕并根據(jù)下述步驟進(jìn)行材料檢查。?
9. ?確保每個(gè)工件以安全的方式進(jìn)行處理。?
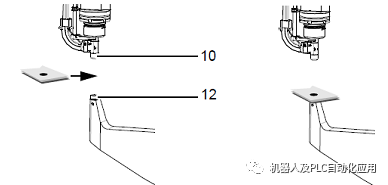
10. 按一定方式定位自沖鉚接系統(tǒng)和/或待鉚接的工件使其處于安裝頭(10)
和模具(12)。?
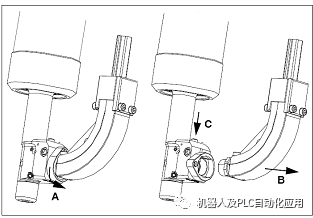
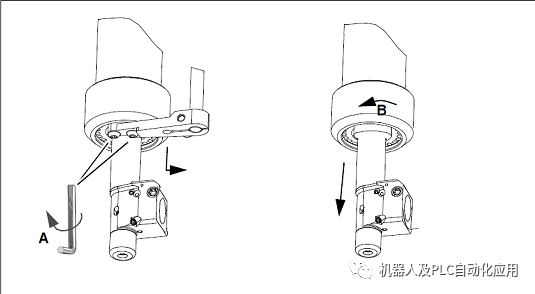
故障:鉚接堵塞在自沖鉚接工具的弓形部件中 :
移除弓形部件中的鉚接
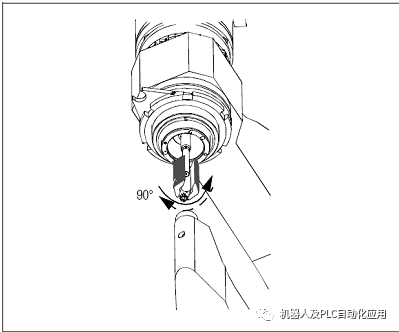
1. 將旋扣旋轉(zhuǎn)90°(A)。?
2. 移除弓形部件(B)。?
3. 鉚接掉出弓形部件。否則,小心地移除鉚接。可按下銷子(C),將閂鎖拉回至安裝頭。之后,將鉚接推進(jìn)弓形部件的孔中。?
4. 安裝弓形部件時(shí),滑進(jìn)殼體。?
5. 回旋旋扣直至其鎖定。?
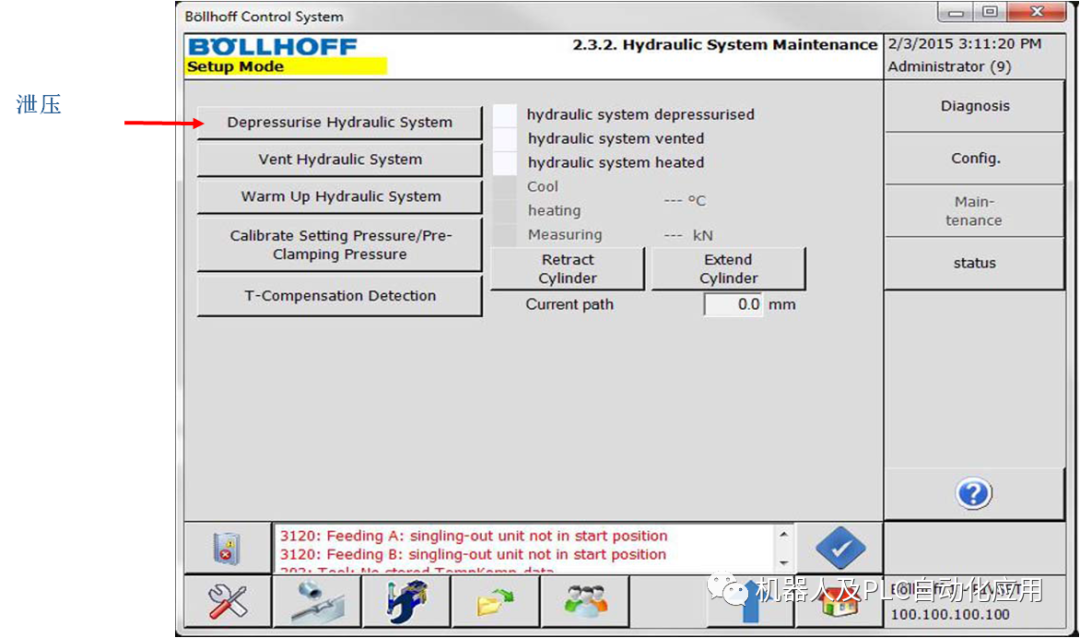
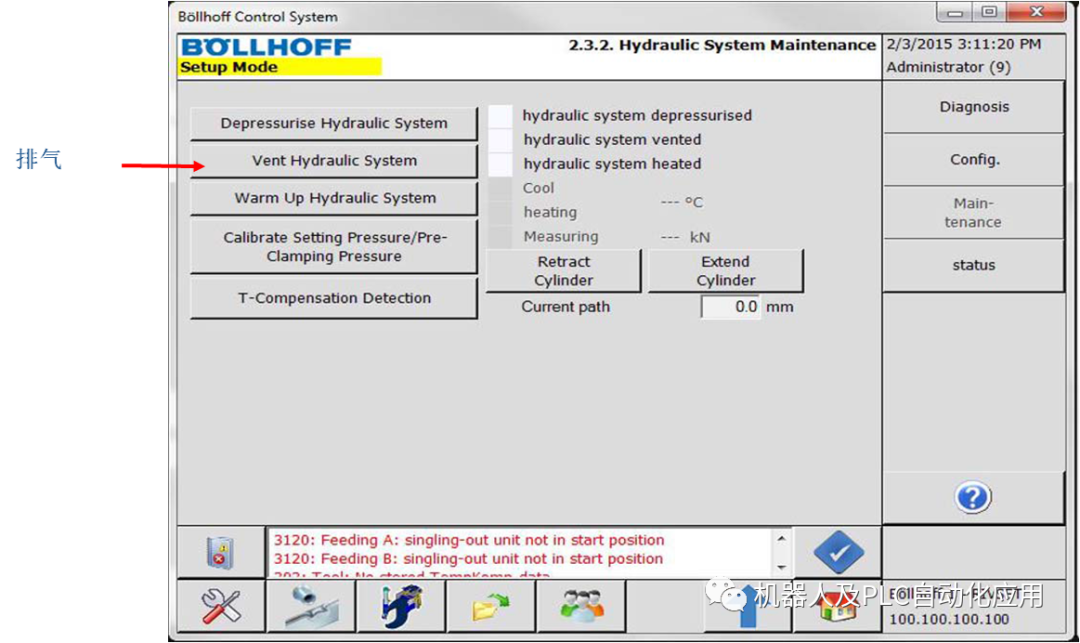
液壓軟管的手動(dòng)降壓?:
需對(duì)液壓系統(tǒng)降壓,以作維護(hù)與維修(更換液壓缸,液壓軟管等)。?
步驟如下:?
1. 將塑料軟管接到液壓缸上的通風(fēng)螺紋上

2. 配置合適的容器,直接收集噴射出的油。?
3. 連接博爾豪夫移動(dòng)面板。?
4. 在“安裝”控制箱上設(shè)置“鉚接/安裝”按鍵開關(guān)。?
5. 可按下控制箱上的“橋接保護(hù)電路”按鍵開關(guān)連接保護(hù)電路。
6. 按下觸摸屏“液壓系統(tǒng)維護(hù)”屏幕上的液壓系統(tǒng)降壓按鈕。?
7. 觸發(fā)預(yù)行程,如,按博爾豪夫移動(dòng)面板上的F3。?
=> 激活閥門的延長(zhǎng)功能。?
8. 將通風(fēng)螺紋1和3旋轉(zhuǎn)1/4至1/2的角度以便開啟。?
=> 液壓缸漏油。?
9. 再次觸發(fā)預(yù)行程,按下F3并保持。?
10. 僅可在不受壓卻漏油時(shí)方可關(guān)閉通風(fēng)螺紋。?
11. 觸發(fā)回行行程,如,按下博爾豪夫移動(dòng)面板上的F2。?
=> 激活閥門的收縮功能。?
12. 將通風(fēng)螺紋連接2旋轉(zhuǎn)1/4至1/2的角度。?
=> 液壓缸漏油。?
13. 再次觸發(fā)回行行程,按下F2并保持。?
14. 僅可在不受壓卻漏油時(shí)方可關(guān)閉通風(fēng)螺紋。?
=> 液壓系統(tǒng)降壓。?
更換液壓缸?:
拆卸液壓缸:?
1. 關(guān)閉自沖鉚接系統(tǒng)。?
2. 為總電源掛鎖,并在控制箱上貼維護(hù)警示標(biāo)。?
=> 此時(shí),該系統(tǒng)已被鎖定,無(wú)法意外重啟。液壓動(dòng)力裝置無(wú)電流。?
3. 拆卸安裝頭。?
4. 拆卸沖頭。?

5. 為液壓系統(tǒng)降壓。?
否則,可能導(dǎo)致液壓油噴出,造成危險(xiǎn)!?
6. 手邊要有塑料蓋或螺紋類型蓋帽(M18×1螺紋)。?
7. 斷開液壓缸螺紋連接處的液壓系統(tǒng)軟管。?
8. 立即連接塑料蓋或螺紋類型蓋帽(M18×1螺紋),如此,液壓缸就不會(huì)有漏油。?
9. 收集液壓軟管中的剩油并置于容器中。?
10. 斷開行程傳感器插頭。?
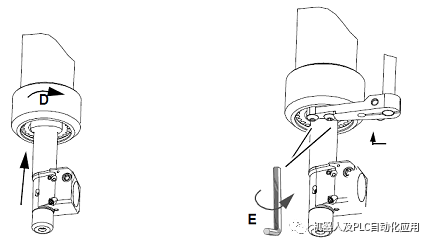
11. 注意擋套及防旋轉(zhuǎn)裝置的位置和數(shù)量。?
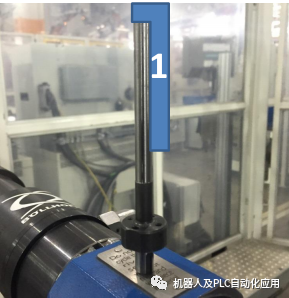
12. 利用鉤形扳手旋下凹槽螺母(1)。?
13. 將液壓缸向上拉出C形框架。?
安裝液壓缸?
1. 從頂部將液壓缸引導(dǎo)進(jìn)入C形框架。?
確保擋套位置正確。這些規(guī)定了安裝頭與模具之間的距離。?
2. 遵循反旋轉(zhuǎn)裝置的位置。?
3. 將凹槽螺母朝C形框架,置于斜切邊上,并用鉤形扳手緊固。?
4. 安裝沖頭(詳見第8.6.8章,第8-34頁(yè))。
5. 安裝安裝頭(詳見第8.6.3章,第8-23頁(yè))。
6. 移除塑料蓋或螺紋蓋帽。?
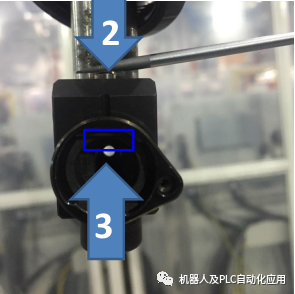
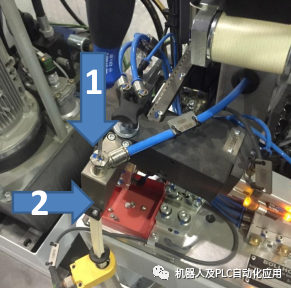
7. 連接液壓系統(tǒng)軟管與鉚接壓力設(shè)置(1),預(yù)夾壓力(2)與回行沖程壓力連接處。

8. 置入形成傳感器和啟動(dòng)器的插頭。?
9. 將總電源旋轉(zhuǎn)至“I”。?
10. 為液壓缸通風(fēng)。?
如何解決鉚釘反鉚的解決方法
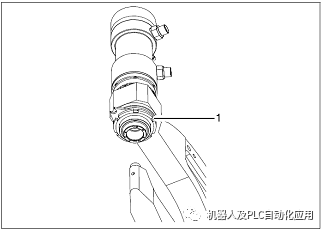
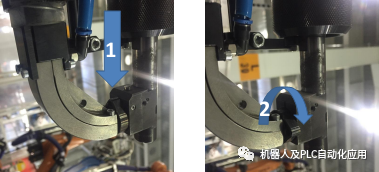
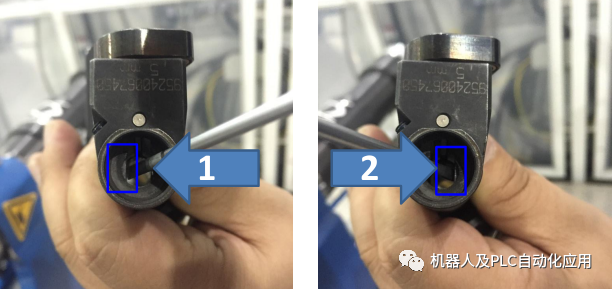
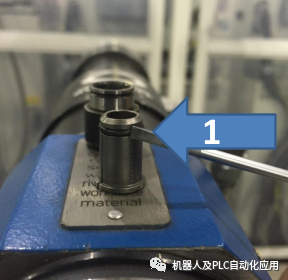
拆除鉚接頭?
轉(zhuǎn)動(dòng)環(huán)形鎖扣 (1)至解鎖位置(2)。
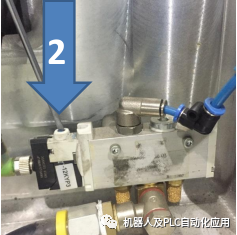
查看圓弧形送料器類型(1),如有L型氣管連接件(2),查看設(shè)置界面是否選擇鉚接頭類型為—SK02/2(3)。


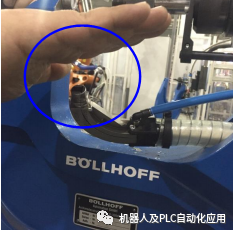
找到輔助氣源部件(1),按動(dòng)開關(guān)(2)檢查是否有氣流送環(huán)形送料器吹出,如果沒有,檢查主氣源閥(送料單元上一級(jí))?
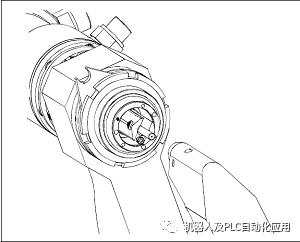
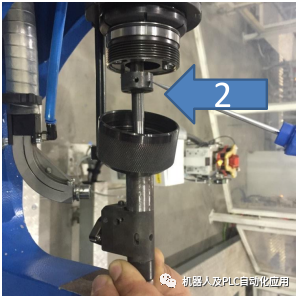
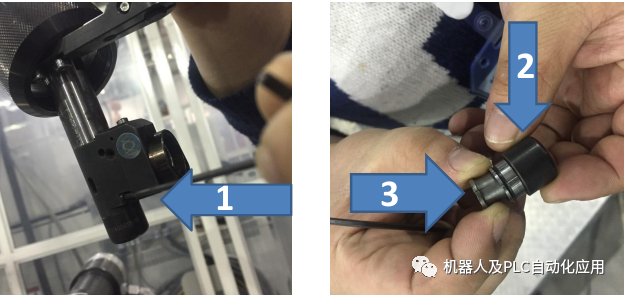
拆除鉚接頭?
松環(huán)形緊固螺母(1),拔下鉚接沖棒(2)

檢查沖棒表面(1),如有損傷需跟換新沖棒。?
按動(dòng)圓點(diǎn)(2)檢查鎖扣彈簧(3)功能,如不能彈回原位,需更換新的鉚接頭。?
按動(dòng)內(nèi)部鉚釘夾緊片(1,2),如夾緊片無(wú)法回到原位,需更換新的鉚接頭。?
拆下(1)鉚接鼻(2)并將內(nèi)兩片夾緊片(3)拔出。?
檢查鉚接鼻表面和2片夾緊片,如有損壞,則更換?
檢查O型圈(1)的狀態(tài)和功能,如有損壞,則更換?
拆下環(huán)形送料器并通過(guò)控制面板(1)吹送一顆鉚釘, 鉚釘吹出的速度應(yīng)該是平滑和柔和的(2)。

如鉚釘吹出速度太快,調(diào)節(jié)送料管附件(2)上端的節(jié)流閥(1)。?
重復(fù)送釘測(cè)試并調(diào)節(jié)節(jié)流閥直至找到合適的吹釘速度。?

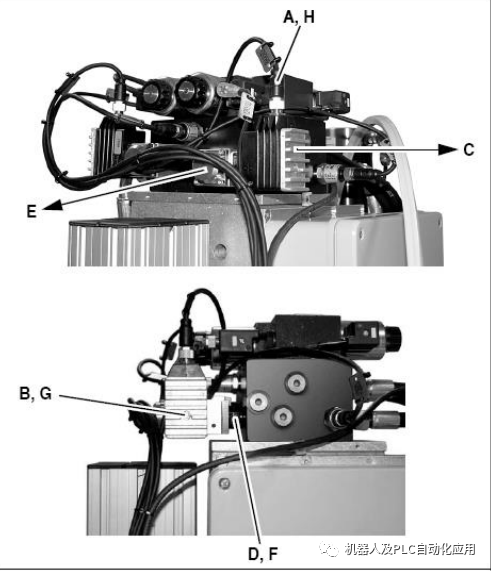
更換定量閥與放大器
更換定量閥時(shí),放大器也必須更換。?
步驟如下:? ? 1. 移除放大器上的連接電纜(A)。? ? 2. 移除螺釘(B)。? ? 3. 拉出放大器(C)。? ? 4. 利用SW 22扳手松開螺母(D)。? ? 5. 移除定量閥(E)。? ? 6. 將新的定量閥置于適當(dāng)?shù)奈恢谩? ? 7. 利用SW 22扳手緊固螺母(F)。? ? 8. 置入新的放大器,并緊固螺釘(G)。? ? 9. 將連接電纜緊固至放大器上(H)。?
定量閥:?
1. 4/3定向閥?
液壓系統(tǒng):濾清器警告(液壓動(dòng)力組已自行關(guān)閉。)
液壓系統(tǒng):無(wú)設(shè)定壓力錯(cuò)誤
壓力傳感器設(shè)置故障(壓力傳感器不向控制器發(fā)送信號(hào)。)
機(jī)器人控制:
TECH2_ NZ Typ = Hydr Zange =Nr1 ProgNr = 99 Offset = 0 [1/10 mm] Weg = 60 [1/10 mm] PktNr_SPS =99 EIN
P1 : 1伺服 2液壓
P2 :? 幾號(hào)鉚鉗
P3 :? 鉚鉗的程序號(hào)SNZ1_P_Nr $OUT[1201]?TO $OUT[1216]
P4 :? OFFSET 鉚接補(bǔ)償值(貼近工件)
P5 :遠(yuǎn)離工件行程
P6 : PLC進(jìn)程號(hào)
P7 :激活USER
F535???在技術(shù)包中激活NZ1液壓
Makro230??回原位
Makro231??開始鉚接
模具必須在連接點(diǎn)處垂直于部件對(duì)齊,并且與金屬板相距3mm。然后必須輸入用戶調(diào)用中3mm(30x01)的偏移值。3毫米是默認(rèn)值。優(yōu)點(diǎn):可能返回值。
模具必須在垂直于部件的連接點(diǎn)處對(duì)齊,并且必須在沒有力的情況下靠在部件上。在此變型中,必須輸入用戶調(diào)用“0 mm”的偏移量。
編輯:黃飛
?















 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論