 電子發(fā)燒友App
電子發(fā)燒友App


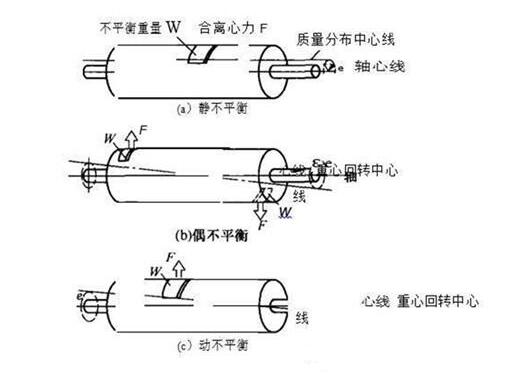
一.?靜平衡
靜平衡在轉(zhuǎn)子一個校正面上進行校正平衡,校正后的剩余不平衡量以保證轉(zhuǎn)子在靜態(tài)時是在許用不平衡量的規(guī)定范圍內(nèi),稱為靜平衡又稱單面平衡。
二.?動平衡
動平衡在轉(zhuǎn)子兩個或者兩個以上校正面上同時進行校正平衡,校正后的剩余不平衡量以保證轉(zhuǎn)子在動態(tài)時是在許用不平衡量的規(guī)定范圍內(nèi),稱為動平衡又稱雙面或者多面平衡。
?
三.?轉(zhuǎn)子平衡的選擇與確定
如何選擇轉(zhuǎn)子的平衡方式,是一個關鍵問題。其選擇有這樣一個原則:
只要滿足于轉(zhuǎn)子平衡后用途需要的前提下,能做靜平衡的,則不要做動平衡,能做動平衡的,則不要做靜動平衡。原因很簡單,靜平衡要比動平衡容易做,省功、省力、省費用。
那么如何進行轉(zhuǎn)子平衡型式的確定呢?需要從以下幾個因素和依據(jù)來確定:
1.轉(zhuǎn)子的幾何形狀、結(jié)構(gòu)尺寸,特別是轉(zhuǎn)子的直徑D與轉(zhuǎn)子的兩校正面間的距離尺寸b之比值,以及轉(zhuǎn)子的支撐間距等。
2.轉(zhuǎn)子的工作轉(zhuǎn)速
關轉(zhuǎn)子平衡技術要求的技術標準,如GB3215、API610、GB9239和ISO1940等。
3.轉(zhuǎn)子做靜平衡的條件在GB9239平衡標準中,對剛性轉(zhuǎn)子做靜平衡的條件定義為:
如果盤狀轉(zhuǎn)子的支撐間距足夠大并且旋轉(zhuǎn)時盤狀部位的軸向跳動很小,從而可忽略偶不平衡(動平衡),這時可用一個校正面校正不平衡即單面(靜)平衡,對具體轉(zhuǎn)子必須驗證這些條件是否滿足。在對大量的某種類型的轉(zhuǎn)子在一個平面上平衡后,就可求得最大的剩余偶不平衡量,并除以支撐距離。如果在最不利的情況下這個值不大于許用剩余不平衡量的一半,則采用單面(靜)平衡就足夠了。
從這個定義中不難看出轉(zhuǎn)子只做單面(靜)平衡的條件主要有三個方面:
(1)一個是轉(zhuǎn)子幾何形狀為盤狀;
(2)一個是轉(zhuǎn)子在平衡機上做平衡時的支撐間距要大;
(3)再一個是轉(zhuǎn)子旋轉(zhuǎn)時其校正面的端面跳動要很小。
對以上三個條件作如下說明:
(1)何謂盤狀轉(zhuǎn)子主要用轉(zhuǎn)子的直徑D與轉(zhuǎn)子的兩校正面間的距離尺寸b之比值來確定。在API610標準中規(guī)定D/b<6時,轉(zhuǎn)子只做單面平衡就可以了;D/b≥6時可以作為轉(zhuǎn)子是否為盤狀轉(zhuǎn)子的條件規(guī)定,但不能絕對化,因為轉(zhuǎn)子做何種平衡還要考慮轉(zhuǎn)子的工作轉(zhuǎn)速。
(2)支撐間距要大無具體的參數(shù)規(guī)定,但與轉(zhuǎn)子校正面間距b之比值≥5以上均視為支撐間距足夠大。
(3)轉(zhuǎn)子的軸向跳動主要指轉(zhuǎn)子旋轉(zhuǎn)時校正面的端面跳動,因為任何轉(zhuǎn)子做平衡試都是經(jīng)過精加工的,加工后已保證了轉(zhuǎn)子的孔與校正面之間的行為公差,端面跳動很小。
根據(jù)上述轉(zhuǎn)子做單面(靜)平衡的條件,再結(jié)合有關泵方面的技術標準(如GB3215和API610),只做靜平衡的轉(zhuǎn)子條件如下:
(1)對單級泵、兩級泵的轉(zhuǎn)子,凡工作轉(zhuǎn)速<1800轉(zhuǎn)/分時,不論D/b<6或D/b≥6只做靜平衡即可。但是如果要求做動平衡時,必須要保證D/b<6,否則只能做靜平衡。
(2)對單級泵、兩級泵的轉(zhuǎn)子,凡工作轉(zhuǎn)速≥1800轉(zhuǎn)/分時,如果D/b≥6只做靜平衡即可。但平衡后的剩余不平衡量要等于或小于許用不平衡量的1/2。如果要求做動平衡,要看兩個校正面的平衡是否能在平衡機上分離開,如果分離不開,則只能做靜平衡。
(3)對一些開式葉輪等轉(zhuǎn)子,如果不能實現(xiàn)兩端支撐,只做靜平衡即可。因為兩端不能支撐,勢必進行懸臂,這樣在平衡機上做動平衡很危險,只能在平衡架上進行單面(靜)平衡。
4.轉(zhuǎn)子做動平衡的條件在GB9239標準中規(guī)定:凡剛性轉(zhuǎn)子如果不能滿足做靜平衡的盤狀轉(zhuǎn)子的條件,則需要進行兩個平面來平衡,即動平衡。
只做靜平衡的轉(zhuǎn)子條件如下(平衡靜度G0.4級為最高精度,一般情況下泵葉輪的動平衡靜度選擇G6.3級或G2.5):
(1)對單級泵、兩級泵的轉(zhuǎn)子,凡工作轉(zhuǎn)速≥1800轉(zhuǎn)/分時,只要D/b<6時,應做動平衡。
(2)對多級泵和組合轉(zhuǎn)子(3級或3級以上),不論工作轉(zhuǎn)速多少,應做組合轉(zhuǎn)子的動平衡。
四、為什么要做動平衡
由于轉(zhuǎn)子在制造加工過程中及組裝過程中,最后裝配完畢的轉(zhuǎn)子總是不能做到動力上的完全軸對稱(稱為軸偏心),因此也就存在一定的不平衡量。這種不平衡量通常稱之為原始不平衡量。
造成轉(zhuǎn)子具有原始不平衡量的原因多種多樣,但是如果轉(zhuǎn)子存在不平衡量,當轉(zhuǎn)子旋轉(zhuǎn)時,轉(zhuǎn)子的不平衡量將產(chǎn)生一個離心力。該離心力隨著轉(zhuǎn)速升高逐漸變大。離心力通過軸承傳達到機器上,引起整個機器的振動,產(chǎn)生噪音、加速軸承的磨損、降低機器的壽命,甚至使機器控制失靈,發(fā)生嚴重事故。
動不平衡是最普遍的不平衡現(xiàn)象。它是靜不平衡和偶不平衡的組合。
不平衡的轉(zhuǎn)子經(jīng)過動平衡校正后,不僅消除了偶不平衡,同時也消除了靜不平衡,這時轉(zhuǎn)子的中心慣性主軸和轉(zhuǎn)動軸線也就完全一致,使轉(zhuǎn)子達到平衡。但理想是豐滿的現(xiàn)實是骨感的,想要把一個不平衡的轉(zhuǎn)子平衡到不平衡量為零,是不可能的。因為受到動平衡設備的精度和轉(zhuǎn)子局限性的影響。因此,就有了平衡精度的概念,即在現(xiàn)有的條件下,我們能達到的最合理的一個數(shù)值量級,這樣即滿足了生產(chǎn)生活的要求,又滿足了經(jīng)濟性的要求。 動平衡試驗是對轉(zhuǎn)子進行動平衡檢測、校正,并達到使用要求的過程。
當零件作旋轉(zhuǎn)運動的零部件時,例如各種傳動軸、主軸、風機、水泵葉輪、刀具、電動機和汽輪機的轉(zhuǎn)子等,統(tǒng)稱為回轉(zhuǎn)體。在理想的情況下回轉(zhuǎn)體旋轉(zhuǎn)與不旋轉(zhuǎn)時,對軸承產(chǎn)生的壓力是一樣的,這樣的回轉(zhuǎn)體是平衡的回轉(zhuǎn)體。但工程中的各種回轉(zhuǎn)體,由于材質(zhì)不均勻或毛坯缺陷、加工及裝配中產(chǎn)生的誤差,甚至設計時就具有非對稱的幾何形狀等多種因素,使得回轉(zhuǎn)體在旋轉(zhuǎn)時,其上每個微小質(zhì)點產(chǎn)生的離心慣性力不能相互抵消,離心慣性力通過軸承作用到機械及其基礎上,引起振動,產(chǎn)生了噪音,加速軸承磨損,縮短了機械壽命,嚴重時能造成破壞性事故。
為此,必須對轉(zhuǎn)子進行平衡,使其達到允許的平衡精度等級,或使因此產(chǎn)生的機械振動幅度降在允許的范圍內(nèi)。
五、對動平衡機的精度要求
最小可達剩余不平衡量是平衡機平衡轉(zhuǎn)子時所能達到的最小剩余不平衡量,是衡量平衡機最高平衡能力的性能指標。
硬支承平衡機可直接用校正面上的最小剩余不平衡量表示,單位為(克/毫米),有些也使用克/厘米。
最小可達剩余不平衡量受平衡機的型式、測量方式、傳動方式、軸承形式及校正面的平面分離比和平衡機的靈敏度等等因素的影響。
要使轉(zhuǎn)子的平衡精度很高(即剩余的不平衡量很小),就要盡量排除影響不平衡精度的因素。這些影響因素中平衡機的傳動方式和傳動件的不平衡影響最大。轉(zhuǎn)子的軸頸精度也都應受到嚴格的限制,還有裝有葉輪的轉(zhuǎn)子件,重心不在轉(zhuǎn)子中心的轉(zhuǎn)子,裝有軸承底套和密封使用盤根的轉(zhuǎn)子。
| 精度等級G | g.mm/kg | 轉(zhuǎn)子類型舉例 |
| G4000 | 4000 | 具有單數(shù)個氣缸的剛性安裝的低速船用柴油機的曲軸驅(qū)動件 |
| G1600 | 1600 | 剛性安裝的大型二沖程發(fā)動機的曲軸驅(qū)動件 |
| G630 | 630 | 剛性安裝的船用柴油機的曲軸驅(qū)動件;剛性安裝的大型四沖程發(fā)動機曲軸驅(qū)動件 |
| G250 | 250 | 剛性安裝的高速四缸柴油機的曲軸驅(qū)動件 |
| G100 | 100 | 六缸和多缸柴油機的曲軸驅(qū)動件。汽車、貨車和機車用的(汽油、柴油)發(fā)動機整機。 |
| G40 | 40 | 汽車車輪、箍輪、車輪整體;汽車、貨車和機車用的發(fā)動機的驅(qū)動件。 |
| G16 | 16 | 粉碎機、農(nóng)業(yè)機械的零件;汽車、貨車和機車用的(汽油、柴油)發(fā)動機個別零件。 |
| G6.3 | 6.3 | 燃氣和蒸氣渦輪、包括海輪(商船)主渦輪剛性渦輪發(fā)動機轉(zhuǎn)子;透平增壓器;機床驅(qū)動件;特殊要求的中型和大型電機轉(zhuǎn)子;小電機轉(zhuǎn)子;渦輪泵。 |
| G2.5 | 2.5 | 海輪(商船)主渦輪機的齒輪;離心分離機、泵的葉輪;風扇;航空燃氣渦輪機的轉(zhuǎn)子部件;飛輪;機床的一般零件;普通電機轉(zhuǎn)子;特殊要求的發(fā)動機的個別零件。 |
| G1 | 1 | 磁帶錄音機及電唱機驅(qū)動件;磨床驅(qū)動件;特殊要求的小型電樞。 |
| G0.4 | 0.4 | 精密磨床的主軸、磨輪及電樞、回轉(zhuǎn)儀。 |
考慮到技術的先進性和經(jīng)濟上的合理性,國際標準化組織(ISO)于1940年制定了世界公認的ISO1940平衡等級,它將轉(zhuǎn)子平衡等級分為11個級別,每個級別間以2.5倍為增量,平衡機從要求最高的G0.4到要求最低的G4000。單位為公克×毫米/公斤(gmm/kg),代表不平衡對于轉(zhuǎn)子軸心的偏心距離。
六、轉(zhuǎn)子動平衡技術的方法
轉(zhuǎn)子的不平衡力產(chǎn)生的主要原因為: (1)轉(zhuǎn)子制造時的原始不平衡量; (2)轉(zhuǎn)子長期運轉(zhuǎn)摩擦發(fā)熱造成的彎曲; (3)轉(zhuǎn)子運行時產(chǎn)生漸發(fā)性的不平衡量; (4)轉(zhuǎn)子受到外界的變化影響從而生產(chǎn)轉(zhuǎn)子彎曲。 針對轉(zhuǎn)子的不平衡問題,通常采用離線動平衡校正方法和在線動平衡校正方法。前者通常將設備的轉(zhuǎn)子拆卸下來,然后送至平衡機上進行校正;后者與前者最大的區(qū)別就是轉(zhuǎn)子不用拆卸,而是直接在現(xiàn)場對其進行不平衡量修復。
6.1離線動平衡校正法
轉(zhuǎn)子離線動平衡,又叫工藝動平衡。它是把待檢測轉(zhuǎn)子裝在平衡機上,將傳感器對準貼在轉(zhuǎn)子上的反射標簽,并將產(chǎn)生的信號反饋到平衡機上,技術人員通過平衡機上顯示的不平衡量大小與角度,對其進行適當?shù)男Uc修復。其主要過程為: 首先,將旋轉(zhuǎn)設備停機并取出故障的轉(zhuǎn)子;接著把轉(zhuǎn)子送至動平衡機上并確定轉(zhuǎn)子軸承位;此時,固定好轉(zhuǎn)子、設置好參數(shù)并啟動平衡機; 然后將待測轉(zhuǎn)子的周期性振動信號轉(zhuǎn)化成電感信號,測出轉(zhuǎn)子校正面對應的不平衡量與相位;最后通過去重或加重的方式加以校正與消除其不平衡量,從而達到安全生產(chǎn)的要求。 總的來說,離線動平衡校正法是一種使轉(zhuǎn)子本身整體達到平衡的方法。
6.2在線動平衡校正法
在線動平衡,又叫現(xiàn)場動平衡或整機動平衡,顧名思義就是在現(xiàn)場對設備在工作轉(zhuǎn)速下進行檢測并完成動平衡操作。在線動平衡是指不拆卸機組,在其正常運行情況下對轉(zhuǎn)子進行動平衡,使振動降低的方法。在線動平衡技術指的是通過對傳感器采集到轉(zhuǎn)子的振動信號,將其不平衡量、相位進行計算與分析,以及利用相關控制系統(tǒng)輸入量的變化來消除其不平衡量。具體是通過傳感器對轉(zhuǎn)子振動信號的檢測,以設備機座作為平衡機底座,轉(zhuǎn)子和軸承的振動為線性系統(tǒng),引起的振動為線性疊加,將采集的振動信息進行處理,確定轉(zhuǎn)子各平衡校正面的不平衡量與角度,最后進行加重或去重的方法來消除不平衡量,從而達到校正的目的。所以說,在線動平衡校正方法具有避免因拆卸與安裝引起的誤差、減少不必要的人力、操作方便、易于自動化、確保機組安全有序地運行等優(yōu)點。因此在線動平衡是消除設備振動的一項重要措施,同時這也是我國石化行業(yè)、機械設備等行業(yè)以后的發(fā)展趨勢。
總的來說,在線與離線轉(zhuǎn)子動平衡都能夠?qū)D(zhuǎn)子進行不平衡量校正,兩者的校正精度都很高,修復后都符合安全生產(chǎn)的要求。因此,對一個轉(zhuǎn)子進行動平衡時,我們要結(jié)合實際對其效率、成本等方面進行綜合分析,判斷在線或離線動平衡哪個適合,然后選擇最恰當?shù)姆椒ㄟM行操作。一方面可以大大提高效率;另一方面對轉(zhuǎn)子動平衡操作的精度也有幫助。但是,由于設備支承結(jié)構(gòu)與轉(zhuǎn)子的多樣性,在線動平衡比離線動平衡復雜很多,加上在線要求在最短的時間內(nèi)達到標準的動平衡效果,其難度很大。
因此在線與離線動平衡的區(qū)別為: (1)兩者所使用的測試儀器不一樣; (2)在線動平衡能夠使用的校正面比離線的少; (3)在線動平衡操作時人數(shù)較多; (4)兩者的平衡標準不一樣; (5)兩者在經(jīng)濟與時間要求不同。
七、平衡工藝與方法
不平衡的轉(zhuǎn)子經(jīng)過測量其不平衡量,并加以校正以消除其不平衡,這就是轉(zhuǎn)子平衡的工藝過程,也稱平衡試驗。它是轉(zhuǎn)子機械加工中的重要工序。
1.校正面的選擇
消除轉(zhuǎn)子的不平衡,使其處于平衡狀態(tài)的操作叫做平衡校正。平衡校正是在垂直轉(zhuǎn)子軸線的平面上進行的,該平面稱為校正平面。只需要在一個校正面內(nèi)校正平衡的方式稱為單面平衡或靜平衡,必須在兩個或多個校正平面內(nèi)進行校正的方式稱為雙面平衡或多面平衡或稱動平衡。
對于初始不平衡量很大,旋轉(zhuǎn)時振動過大的轉(zhuǎn)子,在動平衡校驗之前要先進行單面平衡,以消除靜不平衡。有時由于校正面位置選擇不當(即重心不在選擇的校正面內(nèi)),校正靜平衡后反而會使偶不平衡增大。因此,校正面最好是選擇在重心所在平面內(nèi)進行,以減少偶不平衡。若重心所在平面不允許去重時,一般應在位于重心所在平面兩側(cè)的兩個平面上進行。
對于剛性轉(zhuǎn)子,一般具有靜不平衡與偶不平衡。要達到平衡,可在任意選擇的與軸線相垂直的兩個校正平面內(nèi)校正其不平衡,即所謂雙面平衡。校正方法一般采用加重(如配平衡塊)或去重(如打孔)方式進行。校正平面的位置一般由轉(zhuǎn)子的結(jié)構(gòu)決定。
為減少在平衡操作中所花費的時間和勞力,應設法減少校正量,為此在可能的條件下,盡可能的增加兩校正面的距離和校正半徑,以取得好的平衡效果。
2.校驗方法
轉(zhuǎn)子的不平衡是因其中心主慣性軸與旋轉(zhuǎn)軸線不重合而產(chǎn)生的,而平衡校正就是改變轉(zhuǎn)子的質(zhì)量分布,使其中心主慣性軸與旋轉(zhuǎn)軸線相重合從而達到平衡。常用的校正方法有調(diào)整校正重量,加重或去重等。
加重可采用螺釘連接,鉚接,焊接,這種方法能使轉(zhuǎn)子達到更好的平衡效果和更高的平衡精度,而且方便、安全。
去重多采用鉆孔,磨削,鏨削,銑削等方法。對機泵的轉(zhuǎn)子件、葉輪上采用磨削去重,或在聯(lián)軸節(jié)上配重。
選用哪一種校正方法,取決于轉(zhuǎn)子結(jié)構(gòu)和工藝要求以及校正面的幾何形狀等。一般轉(zhuǎn)子在設計時就考慮好加重或去重的位置。
3.校正誤差
在平衡過程中,除平衡機的測量誤差外,還存在因平衡校正的不準確(包括校正量的大小和位置)而產(chǎn)生的誤差,這種誤差稱為校正誤差。可分為校正角度誤差、校正幅值誤差、校正半徑誤差和校正平面位置誤差等。
在實際校正中,上述的四種誤差大多數(shù)情況是綜合出現(xiàn)的,分析時就應該綜合考慮。另外,還應考慮初始不平衡量與剩余不平衡量之間的比例,以及平衡機的不平衡減低率的影響。 ?
編輯:黃飛














 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論