 電子發燒友App
電子發燒友App


1 引言
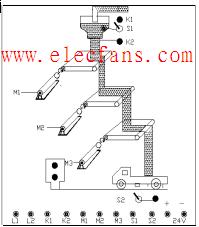
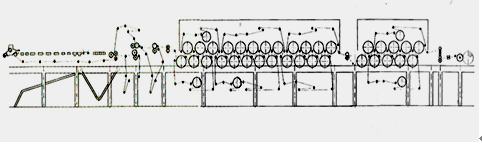
造紙廠PLC控制系統主要用于集散控制和傳動控制,如下圖1所示。集散控制主要包括制漿流程、造紙流程和倉儲流程;傳動控制則以造紙機的分部傳動為主。
圖1 造紙PLC控制系統所針對的主要生產工藝
在造紙生產工藝的控制要求中,需要做到以下三點:
(1)造紙設備在啟停和運行過程中發生危機設備和人身安全的故障時,需要自動采取保護和聯鎖,防止事故的產生和避免事故擴大,從而保證正常啟停和安全運行;
(2)通過對造紙設備工作狀態和運行參數的嚴密監視,發生異常時,即時發出報警信號,必要時自動啟動或者切除某些設備或者系統,維持原負荷運行或減負荷運行直至安全退出運行;
(3)造紙自動化的集散控制要求更快的速度、更有效控制與監測、更高的數據處理能力和抗風險能力,以及更高的集成能力。在這種情況下,僅靠提高控制系統硬件的可靠性來滿足上述要求是遠遠不夠的,因為PLC本身可靠性的提高是有一定的限度,使用冗余系統才能夠比較有效地解決設備安全問題,才能保障整個系統的安全與效率。
在冗余控制系統中,整個PLC控制系統(或系統中最重要的部分,如CPU模塊)由兩套完全相同的系統組成。兩塊CPU模塊使用相同的用戶程序并行工作,其中一塊是主CPU,另一塊是備用CPU;主CPU工作,而備用CPU的輸出是被禁止的,當主CPU發生故障時,備用CPU自動投入運行。
本文將主要討論造紙廠PLC系統的冗余配置和應用。
2 西門子PLC控制系統的冗余配置
2.1 冗余原理配置
造紙廠的西門子冗余系統由A和B兩套PLC控制系統組成。開始時,A系統為主,B系統為備用,當主系統A中的任何一個組件出錯,控制任務會自動切換到備用系統B當中執行。這時,B系統為主,A系統為備用,這種切換過程是包括電源、CPU、通訊電纜和IM153接口模塊的整體切換。系統運行過程中,即使沒有任何組件出錯,操作人員也可以通過設定控制字,實現手動的主備系統切換,這種手動切換過程,對于控制系統的軟硬件調整、更換、擴容非常有用。圖2為西門子冗余結構示意。

圖2 西門子PLC冗余結構示意
根據保護系統所需的輸入輸出點數、節點容量、系統功能等要求,可以使用兩個西門子S7-300或者S7-400做冗余CPU。特別應當注意的是冗余系統應當使用有源總線模板的導軌及有源總線模板。其中冗余系統中主備系統的切換時間按照以下公式計算:主備系統的切換時間=故障診斷檢測時間+同步數據傳輸時間+DP從站切換時間。
如果CPU的故障是停機或斷電,則故障診斷為大約100~1000毫秒,如315~2DP同步1000字節的數據所需的時間大約為200~300ms,8個DP從站的切換時間在100ms左右。
無論控制程序循環掃描到哪里,當前激活的系統(即主系統)隨時都會接收并處理報警,這樣,在主系統A與備用系統B進行切換過程中產生的報警存在被丟失的可能。在冗余系統進行工作時,A、B控制系統(處理器,通訊、I/O)獨立運行,由主系統的PLC掌握對從站中的I/O控制權。A、B系統中的PLC程序由非冗余(non-duplicated)用戶程序段和冗余(redundant backup)用戶程序段組成,主系統PLC執行全部的用戶程序,備用系統PLC只執行非冗余用戶程序段,而跳過冗余用戶程序段。
2.2 S7-300冗余程序的設計
(1)系統配置
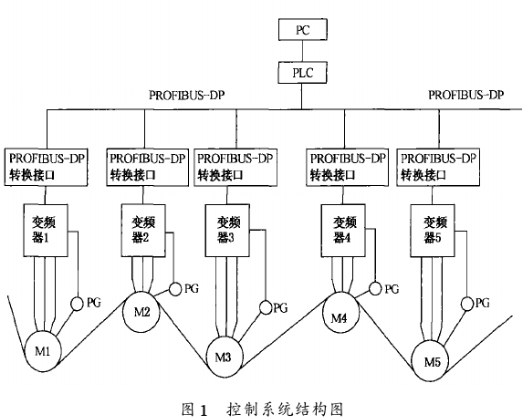
中小紙機的控制系統可以采用S7-300冗余配置,如2640/320低定量涂布造紙機。它是由兩套S7-300系統組成,實現主機冗余和通訊冗余,兩套CPU315互為熱備,當系統正常時一個工作、另外一個處于備投狀態,兩個CPU315中的數據保持一致;當運行中的CPU315出現故障時,另外一個CPU315自動投入運行,確保系統的正常運行。
系統采用多個分布式輸入輸出I/O站ET200M,每個ET200M上有兩個網絡結構模塊IM153-2,通過ProfiBus-DP總線與CPU連接。上位監控采用CP5613通訊卡與S7-300連接。圖3為PLC系統原理。
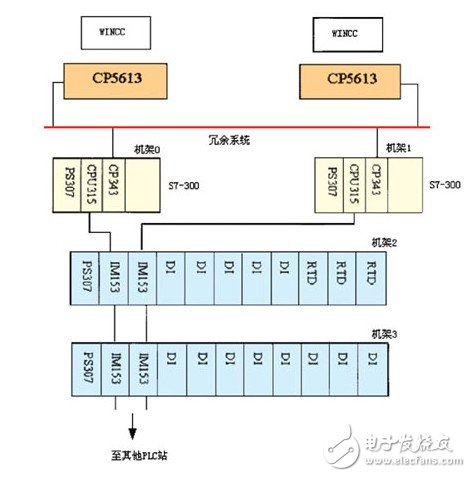
圖3 PLC系統原理
圖3中,造紙機的自動化控制系統能夠實現:主機架電源、背板總線等冗余;PLC處理器冗余;PROFIBUS現場總線網絡冗余(包括通訊接口、總線接頭、總線電纜的冗余);ET200M站的通訊接口模塊IM153-2冗余。
中小型紙機的PLC自動化冗余控制系統可以實現以下功能:
① 上漿流送系統;
② 損紙系統;
③ 化學品系統;
④ 水系統;
⑤ 蒸汽冷凝系統;
⑥ 倉儲系統;
⑦ 傳動控制系統等。
(2) 硬件組態
先在“Hw Conifg”中分別下裝硬件,然后打開“Netpro”,建立同步聯接。
再分別向兩個CPU下裝。

(3) 軟件編程
為了使系統在DP從站故障時不會造成CPU停機,除了OB86外還需使用以下組織塊。
OB80 主—從切換時循環時間超出;
OB82 冗余備份DP從站上的某一模件的診斷報警;
OB83 DP從站接口上的模件連接中斷/重新連接報警;
OB85 當DP從站接口故障時運行出錯;
OB87 通訊故障;
OB122 外設訪問出錯。
輸出地址連續,不包括CP和FM模件。
每個DP從站最大輸出范圍32個字節。
2.3 S7-400系統配置
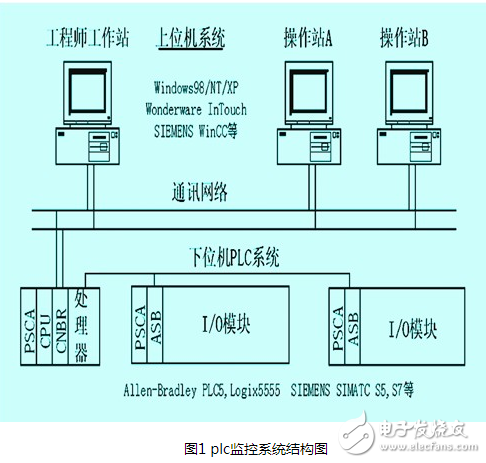
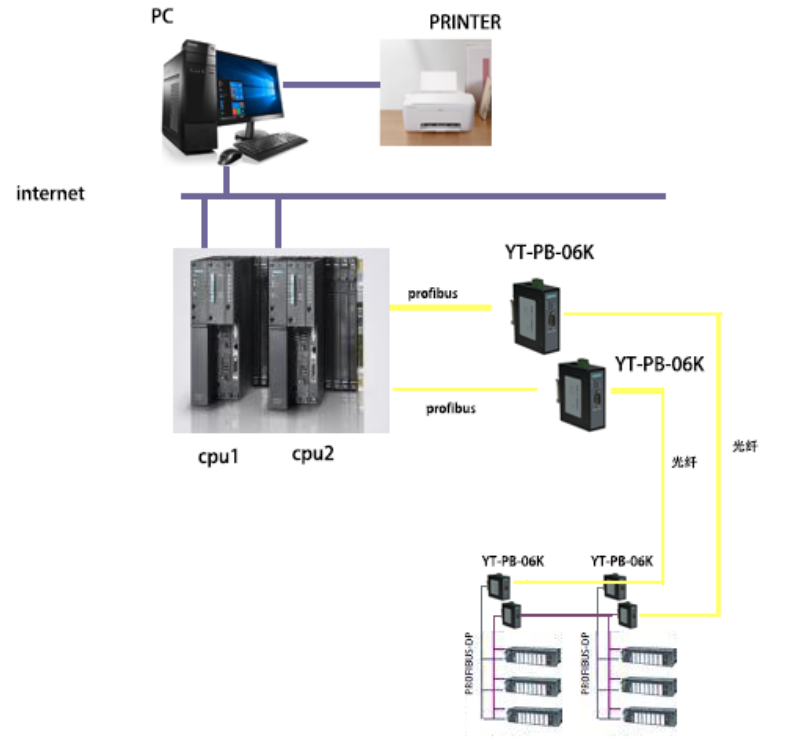
對于高速中大紙機,為保證高度的可靠性和穩定性必須采用高速度、大容量的冗余控制器,如西門子S7-400H。圖5為典型的冗余系統網絡結構圖。它通過以太網絡將上位計算機系統和現場控制點緊密的結合為一個整體,構成一個完整的系統。在這樣高速傳輸網絡上,可以很方便的利用PLC系統所特有的功能,實現對整個造紙控制系統的集散控制和傳動控制功能。
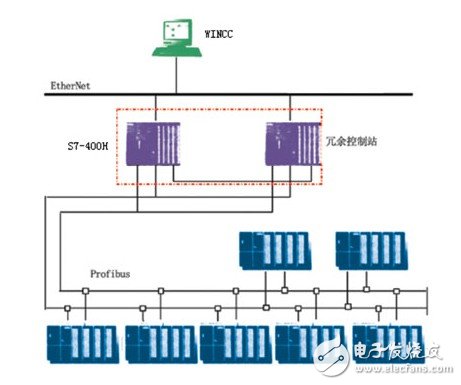
圖5 系統網絡結構圖
本系統是基于西門子全集成自動化概念的系統,同時采用上位機WINCC作為操作和監控的人機界面,其冗余功能包括:
(1)控制器冗余,可以實現雙控制器冗余切換功能,S7-400H CPU之間用光纖連接,實時保持在線備份,當主CPU出現故障時,另外一個CPU在線自動接替主CPU進行工作,切換時間為毫秒級;
(2)通訊冗余,ProfiBus-DP網采用兩個分別獨立的網絡結構,組成ET200M I/O站冗余通訊,實現與雙控制器的冗余通訊;
(3)電源冗余,10A直流電源冗余配置,用于CPU和模塊供電。
S7-400H的冗余控制系統在造紙廠應用中可以采用客戶/服務器的結構,以集中的、從上到下的組態方式實現造紙控制系統的友好人機界面。它具有開放的結構,可以同管理級進行通訊,也可以同現場總線技術融為一體。
3 施耐德PLC控制系統的冗余配置
3.1 系統配置
除了西門子PLC冗余系統,在造紙廠控制系統考慮可靠性、安全性、兼容性的因素情況下,PLC還可以選用施耐德公司Quantum Unity系列產品。由圖6可知該造紙系統由光纜、工業交換機、冗余PLC構成100M以太冗余環網,冗余PLC系統對流送系統、水系統、蒸汽冷凝系統、損紙系統等進行控制,交換機選用TP-TX/TX系列499NES07100,集線器選用3TP/2FL系列499NEH00410。
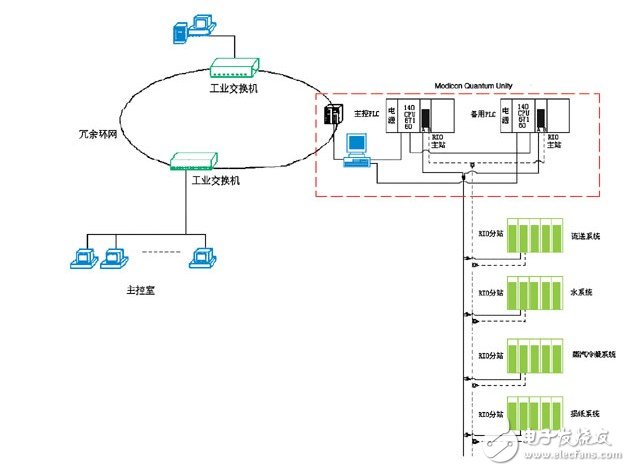
圖6 系統配置
3.2 系統軟件配置及功能
3.2.1 冗余系統的切換
造紙控制系統采用的是冗余PLC系統,其切換功能包括:當主控PLC發生故障時,自動將數據流、程序邏輯切換到冗余備用PLC;當系統啟動時,自動決定PLC的主/備狀態;當主控PLC從故障中恢復后,自動解決PLC間的狀態沖突。
為了確保在實際運行的冗余切換問題,必須對冗余CPU切換進行測試,包括兩種:
一種是利用CPU控制器前面板鍵盤熱備子菜單進行切換:
(1)鍵盤切換
① 操作主控制器鍵盤;
② 進入PLC操作菜單;
③ 進入熱備子菜單;
④ 進入熱備模式;
⑤ 將運行狀態改為離線狀態;(注意:確保備用控制器切換為主控制器)
⑥ 將離線狀態改為運行狀態。(注意:確保液晶顯示屏顯示“運行備用”)
另外一種是利用命令寄存器系統位%SW60.1或%SW60.2進行切換在切換過程中,必須觀察切換對I/O模塊的影響:
(2)寄存器切換
① 連接主控制器;
② 觀察主控制器的順序是A還是B(注意:用以下基中一個辦法來進行觀察);
主控制器前面板鍵盤(PLC操作/熱備/熱備順序)
Unity Pro狀態對話械(當在線連接時參考Unity Pro窗口底部)
③ 存取命令寄存器系統位;
%SW60.1(如果連接的主控制器順序是A)
%SW60.2(如果連接的主控制器順序是B)
④ 將位設備為0(注意:確認備用控制器已切換為主控制器);
⑤ 連接新的主控制器。
⑥ 存取命令寄存器系統位。選擇與步驟3中相同的位;
⑦ 將位設置為1(注意:確保備用控制器顯示“運行備用控制器”);
⑧ 確保主控制器和備用控制器片于“運行主控制器”模式和“運行備用控制器”模式。
3.2.2 冗余系統的數據處理
在造紙系統冗余PLC系統運行中,在主控PLC和備用PLC之間自動同步實時數據(如圖7所示);主控PLC發生故障時,自動將數據流切換到備用PLC,并將所有故障和切換信息記錄到備用PLC。這種實時更新以掃描周期為基準,在每一個掃描周期后,主控PLC都會向備用PLC發送以下信息:定位變量、所有非定位變量、所有DFB和EFB類型實例、SFC變量區、系統位與字。
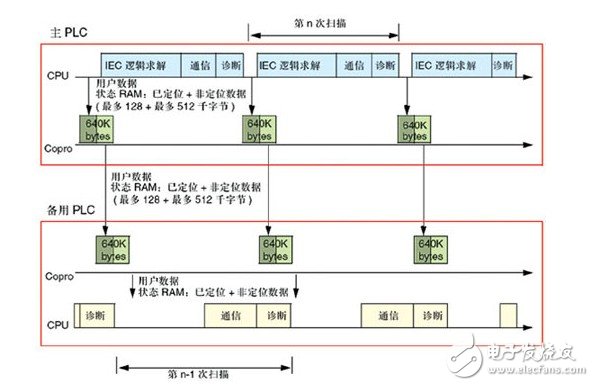
圖7 冗余系統數據處理
4 結束語
PLC系統在造紙廠生產過程和傳動控制中的冗余設計選型和應用需要按照以下原則進行:
(1)按過程控制系統的控制規模和復雜程度
控制規模越大、復雜程度越高,則優先選擇冗余系統和高速CPU系統,因為它能保證安全可靠性,并能對大量的模擬量數據信息進行實時處理、分析和運算,能完成各種復雜、繁瑣的調節控制計算。
(2)按投資規模和項目經濟效益合理選擇
在一些中小型造紙廠項目中,投資規模較小,則應優先選用相對低廉、性價比好的中型PLC,包括國產中型PLC,因為目前的國產PLC也開始有了冗余系統。
(3)考慮到系統連續性、兼容性及通訊指標
如原造紙廠項目已有PLC控制系統,要考慮到系統的連續性和兼容性。因為這些PLC廠家能在很多方面做到兼容性,并確保程序的順利轉換和冗余控制。
(4)考慮到系統生產廠家的技術服務性
由于在造紙工業設備中,各PLC廠家的產品結構、銷售策略、市場占有方向各不相同,合并或兼并后,將會對最終用戶產生大的影響,因此在選擇時必須周全考慮。如選擇有造紙背景的PLC廠商、選擇與原DCS系統一致的PLC廠商等。


















 工商網監
工商網監
評論