 電子發燒友App
電子發燒友App


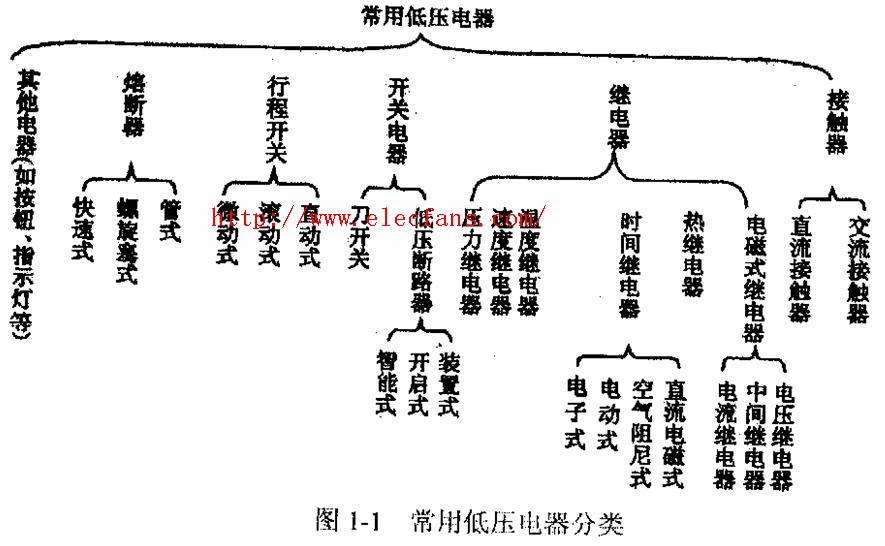
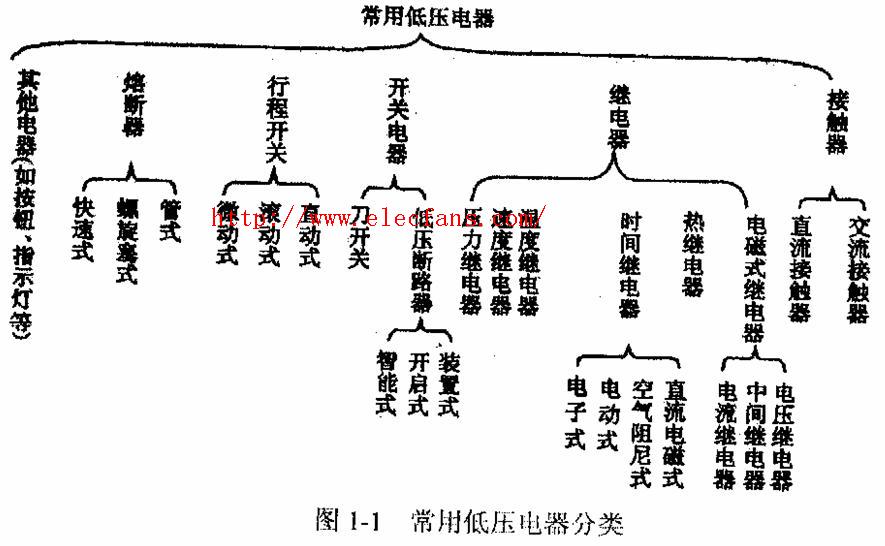
控制電器按其工作電壓的高低,以交流1200V、直流1500V為界,可劃分為高壓控制電器和低壓控制電器兩大類。交流1200V及以下、直流1500V及以下的均稱為低壓電器。低壓電器的發展,取決于國民經濟的發展和現代工業自動化發展的需要,以及新技術、新工藝、新材料研究與應用。目前正朝著高性能、高可靠性、小型化、數模化、模塊化、組合化和零部件通用化的方向發展。
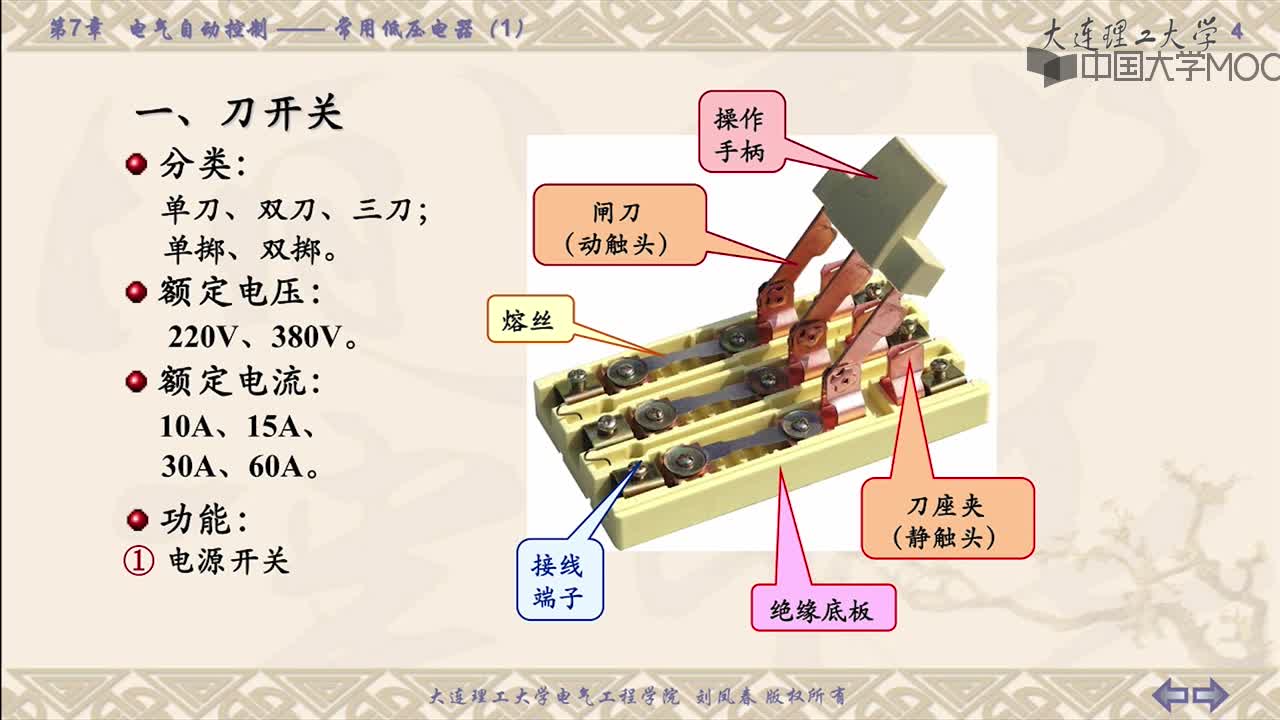
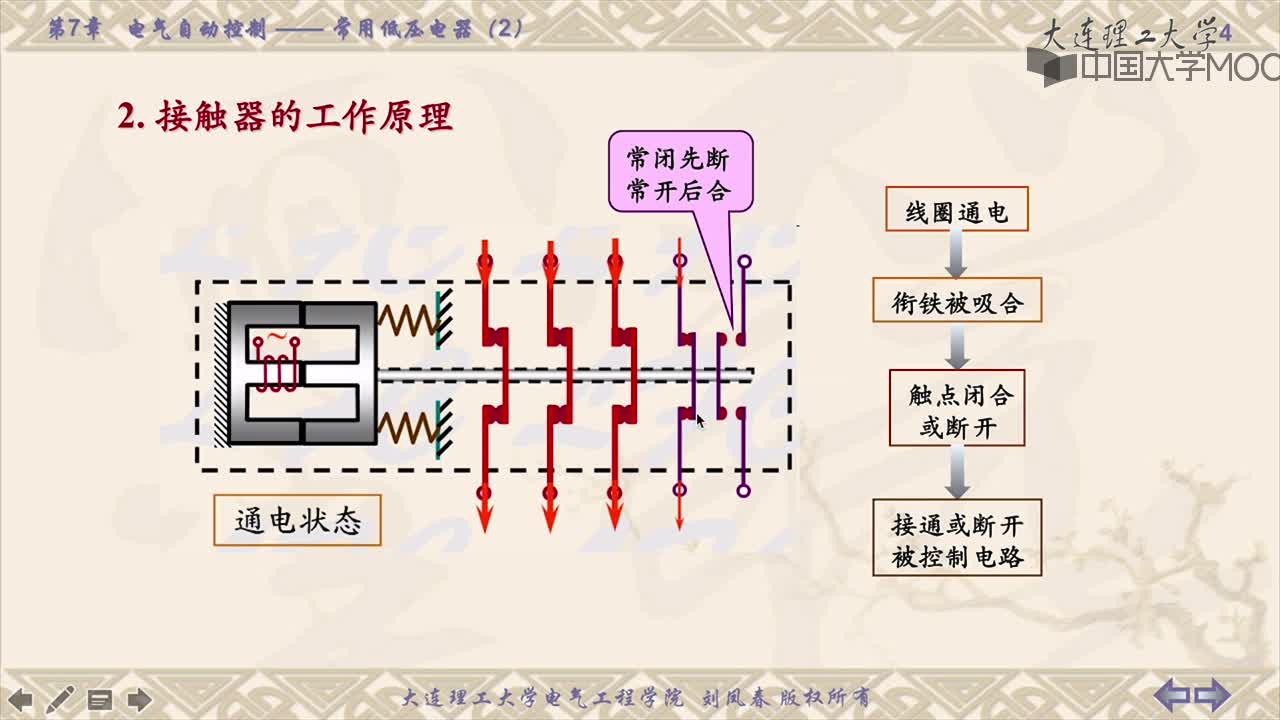
低壓電器一般都有兩個基本部分:一個是感測部分,它感測外界的信號,作出有規律的反應,在自控電器中,感測部分大多由電磁機構組成,在受控電器中,感測部分通常為操作手柄等;另一個是執行部分,如觸點是根據指令進行電路的接通或切斷的。
低壓電器的安裝:
從安全方面考慮,安裝和維護低壓電器應注意以下事項:
(1)電器應裝在無強烈震動的地點,距地面應有適當高度。
(2)應垂直安裝,傾斜度一般不應超過5°;對于油浸電器,絕對不許絕緣油溢出;電器的固定應使用螺栓,不得焊接固定。
(3)安裝新電器之前,應清除電器各接觸面上的保護油層,以防接觸不良。
(4)維護時應注意電器的觸頭是否接觸良好、緊密,各相觸頭是否動作一致,滅弧裝置是否保持完整和清潔。
(5)凡是金屬外殼,都應采取防止間接觸電的接地或接零保護措施;電器的裸露部分應有防護罩,以防止直接觸電。
(6)電器的防護應與安裝地點的環境條件相適應。在有爆炸、火空危險的場所以有大量粉塵或潮濕的地點,都應安裝具有相應防護措施的電器。
低壓電器的常見故障維修:
各種電器元件經過長期使用或因使用不當會 造成損壞,這時就必須及時進行維修。電氣線路中使用的電器很多,結構繁簡程度不一,這里首先分析各電器所共有的各零部件常見故障及維修方法,然后再分析一些常用電器的常見故障及維修方法。
1 、電器零部件常見故障及維修
1.1 觸頭的故障及維修
(1)觸頭過熱。觸頭接通時,有電流通過便會發熱,正常情況下觸頭是不會過熱的。當動靜觸頭接觸電阻過大或通過電流過大,則會引起觸頭過熱,當觸頭溫度超過允許值時,會使觸頭特性變壞,甚至產生熔焊。產生觸頭過熱的具體原因分析如下:
①通過動、靜觸頭間的電流過大。任何電器的觸頭都必須在其額定電流值下運行 ,否則觸頭會過熱。造成觸頭 電流過大原因有系統電壓過高或過低;用電設備超載運行;電器觸頭容量選擇不當和故障運行四種可能。
②動靜觸頭間的接觸電阻變大。接觸電阻的大小關系到觸頭的發熱程度 ,其增大的原因有 :一是因觸頭壓力彈簧失去彈力而造成壓力不足或觸頭磨損變薄,針對情況應更換彈簧或觸頭;二是觸頭表面接觸不良。例如在運行中,粉塵、油污覆蓋在觸頭表面,加大了接觸電阻;再如 ,觸頭閉合分斷時,因有電弧會使觸頭表面燒毛、灼傷,致使殘缺不平和接觸面積減小,而造成接觸不 良。因此應注意對運行中的觸頭加強保養。對銅制觸頭表面氧化層和灼傷的各種觸頭可用刮刀或細銼修正;對大、中電流的觸頭表面,不求光滑,重要的是平整;對小容量觸頭則要求表面質量好;對銀及銀基觸頭只需用棉花浸汽油或四氯化碳清洗即可,其氧化層并不影響接觸性能。維修人員在修磨觸頭時,切記不要刮削銷削太過,以免影響使用壽命,同時不要使用砂布或砂輪修磨,以免石英砂粒嵌于觸頭表面,反而影響觸頭接觸性能。
對于觸頭壓力的測試可用紙條憑經驗來測定。將一條比觸頭略寬的紙條(厚 0.01 mm)夾在動、靜觸頭間,并使開關處于閉合位置,然后用手拉紙條,一般小容量的電器稍用力,紙條即可拉出;對于較大容量的電器,紙條拉出后有撕裂現象。以上現象表示觸頭壓力合適。若紙條被輕易拉出,則說明壓力不夠 ;若紙條被拉斷,說明觸頭壓力太大。調整觸頭的壓力可通過調整觸頭彈簧來解決。如觸頭彈簧損壞可更換新彈簧或按原尺寸自制。觸頭壓力彈簧常用碳素鋼彈簧絲來制造 ,新繞制的彈簧要在 250 oC~300 oC的條件進行回火處理,保持時間約 2O~40 min,鋼絲直徑越大,所需時間越長。鍍鋅的彈簧要進行去氧處理,在 200 oC左右溫度中保持 2 h,以便去脆性。
(2)觸頭磨損。觸頭磨損有兩種:一種是電磨損,由于觸頭間電火花或電弧的高溫使觸頭金屬氣化所造成的;另一種是機械磨損,由于觸頭閉合時的撞擊觸點接觸面滑動摩擦等原因造成。觸頭在使用過程中,因磨損會越來越薄,當剩下原厚度的 1/2左右時,就應更換新觸頭;若觸頭磨損太快,應查明原因,排除故障。
(3)觸頭熔焊。動靜觸頭表面被融化后焊在一起而分斷不開的現象,稱為觸頭的熔焊。當觸頭閉合時,由于撞擊和產生震動,在動靜觸點間的小間隙中產生短電流、電弧溫度高達 3000 oC~6000 oC ;可使觸頭表面被灼傷或熔化,使動、靜觸頭焊在一起。發生觸頭熔焊的常見原因是選用不當,使觸頭容量太小,而負載電流過大;操作頻率過高;觸頭彈簧損壞初壓力減小。觸頭熔焊后,只能更換新觸頭,如果因觸頭容量不夠而產生熔焊,則應選用容量大一些的電器。
1.2 電磁系統的故障及維修
(1)鐵心噪音大。電磁系統在工作時發生一種輕微的“嗡嗡”聲,這是正常的;若聲音過大或異常,可判斷電磁機構出現了故障。
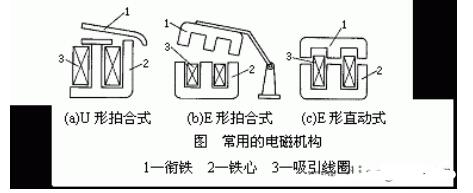
①銜鐵與鐵心的接觸面接觸不 良或銜鐵歪斜。鐵心與銜鐵經過多次磁撞后端面會變形和磨損,或因接觸面上積有塵垢,油污 、銹蝕等,都將造成相互問接觸不良而產生振動和噪聲。鐵心的振動會使線圈過熱,嚴重時會燒毀線圈,對 E形鐵心,鐵心中柱和銜鐵之間留有 0.1-0.2 mm的氣隙,鐵心端面變形會使氣隙減小,也會增大鐵心噪聲。鐵心端面若有油垢,應折下清洗;端面若有變形或磨損,可用細砂布平鋪在平板上,修復端面。
②短路環損壞。鐵心經過多次碰撞后 ,裝在鐵心槽 內的短路環 ,可能會出現斷裂或脫落。短路環斷裂常發生在槽外的轉角和槽口部分,維修時可將斷裂處焊牢,兩端用環氧樹脂固定;若不能焊接也可換短路環或鐵心,短路環 跳出時,可先將短路環壓人槽內。
③機械方面的原因。如果觸頭壓力過大或因活動部分運動受卡阻,使鐵心不能完全吸合,都會產生較強振動和噪聲。
(2)線圈的故障及維修。
①線圈的故障。當線圈兩端電壓一定時,它的阻抗越大,通過的電流越小。當銜鐵在分離位置時,線圈阻抗最小 ,通過的電流最大;鐵心吸合過程中,銜鐵與鐵心間的問隙逐漸減小,線圈的阻抗逐漸增大,當銜鐵完全吸合后,線圈電流最小,如果銜鐵與鐵心間不管是何原因,不完全吸合,會使線圈電流增大,線圈過熱,甚至燒毀。如果線圈絕緣損壞或受機械損傷而形成匝間短路,或對地短路,在線圈局部就會產生很大的短路電流,使溫度劇增 ,直至使整個線圈燒毀。另外,如果線圈電源電壓偏低或操作頻率過高,都會造成線圈過熱燒毀。
②線圈的修理。線圈燒毀一般應重新繞制。如果短路的匝數不多,短路又在接近線圈的端頭處,其他部分尚完好,即可拆去已損壞的幾圈,其余的可繼續使用,這時對電器的工作性能的影響不會很大。
(3)滅弧系統的故障及維修0滅弧系統的故障是指滅弧罩破損、受潮、炭化、磁吹線圈匝問短路, 弧角和柵片脫落等。這些故障均能引起不能滅弧或滅弧時間延長。若滅弧罩受潮,烘干即可使用;炭化時可將積垢刮除;磁吹線圈短路時可用一字改錐撥開短路處;弧角脫落時應重新裝上;柵片脫落和燒毀時可用鐵片按原尺寸配做。
2、 常用電器故障及維修
2.1 接觸器的故障及維修
? ? ? ? ? 除去上邊已經介紹過的觸頭和電磁系統的故障分析和維修外。其他常見故障如下所述。
(1)觸頭斷相。因某相觸頭接觸不好或聯接螺釘松脫造成斷相,使電機缺相運行。此時,電機也 ;能轉動,但轉速低并發出較強的“嗡嗡”聲。發現這種情況,要立即停車檢修。
(2)觸頭熔焊。接觸器操作頻率過高、過載運行,負載側短路、觸頭表面有導電顆粒或觸頭彈簧壓力過小等原因,都會引起觸頭熔焊。發生此故障即使按下停止按鈕,電機也不會停轉,應立即斷開前一級開關,再進行檢修。
(3)相間短路。由于接觸器正反轉聯鎖失靈 , 或因誤動作致使兩臺接觸器同時投入運行而造成相間短路;或因接觸器動作過快,轉換時間短,在轉換過程中,發生的電弧短路。凡此類故障,可在控制線路中采用接觸器、按鈕復合聯鎖控制電動 ;機的正反轉。
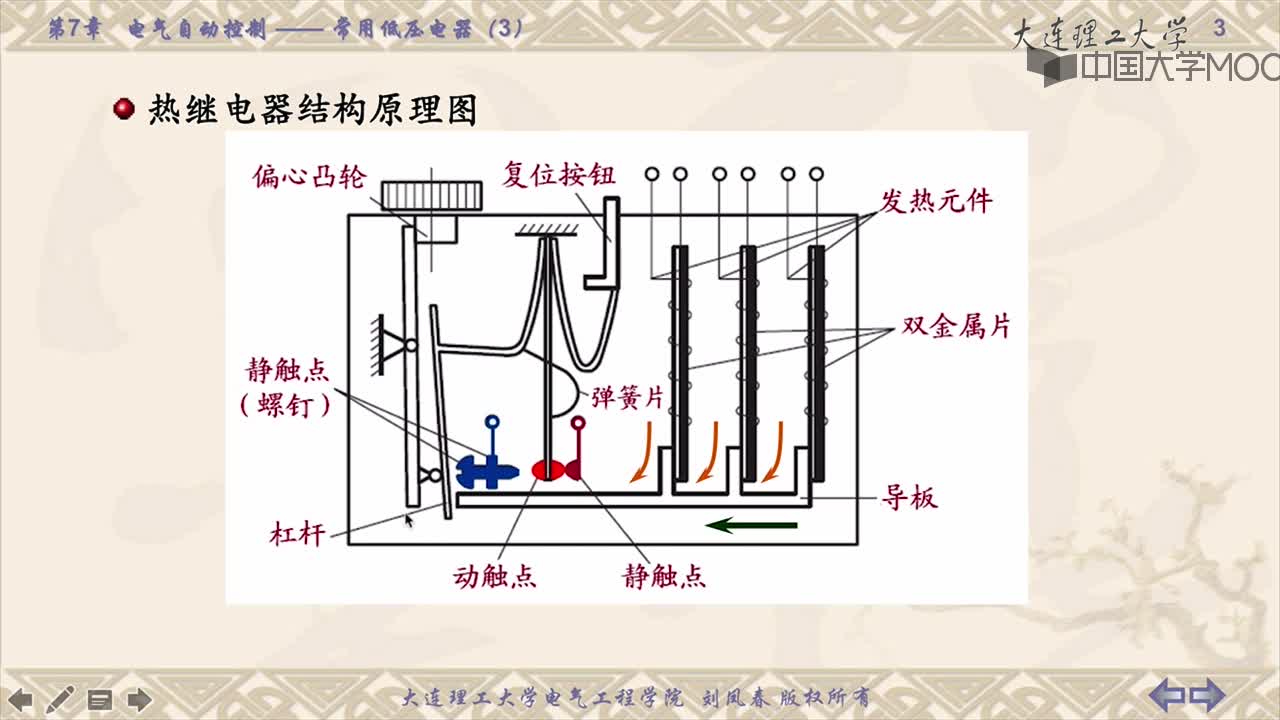
2.2 熱繼電器的故障及維修
熱繼電器的故障一般有熱元件燒壞、誤動作和不動作等現象。
(1)熱元件燒斷。當熱繼電器動作頻率太高,負載側發生短路或電流過大,致使熱元件燒斷。欲排除此故障應先切斷電源,檢查電路排除短路故障,再重選用合適的熱繼電器,并重新調整定值。
(2)熱繼電器誤動作。這種故障的原因是:整定值偏小,以致未過載就動作;電動機起動時間過長,使熱繼電器在起動過程中就有可能脫扣;操作頻率過高,使熱繼電器經常受起動電流沖擊 ;使用場所強烈的沖擊和振動,使熱繼電器動作機構松動而脫扣;另外如果聯接導線太細也會引起熱繼電器誤動作。針對上述故障現象應調換適合上述工作性質的熱繼電器,并合理調整整定值或更換合適的聯接導線。
(3)熱繼電器不動作。由于熱元件燒斷或脫落,電流整定值偏大,以致長時間過載仍不動作 ;導板脫扣;聯接線太粗等原因,使熱繼電器不動作,因此對電動機也就起不到保護作用。根據上述原因,可進行針對性修理。另外,熱繼電器動作脫扣后,不可立即手動復位,應過 2 min,待雙金屬片冷卻后,再使觸頭復位。
2.3 時間繼 電器的故障維修空氣式時間繼電器的氣囊損壞或密封不嚴而漏氣,使延時動作時間縮短 ,甚至不產生延時;空氣室內要求極清潔,若在拆裝過程中使灰塵進入氣道內氣道將會阻塞,時間繼電器的延時時間會變得很長。針對上述情況可拆開氣室,更換橡膠薄膜或清除灰塵,即可解決故障。空氣式時間繼電器受環境溫度變化影響和長期存放都會發生延時時間變化,可針對具體情況適當調整。
2.4 速度繼電器的故障和維修速度繼電器發生故障后 ,一般表現為電動機停車時,不能制動停轉。此故障如果不是觸頭接觸不良,就可能是調整螺釘調整不當或膠木擺桿斷裂引起的。只要拆開速度繼電器的后蓋進行檢修即可。
低壓電器電磁系統的維修及故障處理:
在低壓電器中,頻繁操作的接觸器、起動器、電磁繼電器、電磁鐵等控制電器,以及長期工作的斷路器,都有容易發生故障的電磁系統。為了延長這些電器的使用壽命,對其電磁系統應進行以下維護工作:
(1)定期用壓縮空氣吹掃電磁系統積聚的灰塵,用刷子蘸汽油刷去鐵芯極面的污垢,但不可刷洗線圈。
(2)定期檢查鐵芯工作是否正常,動、靜鐵芯是否對齊,交流電磁系統的噪聲是否過大,動鐵芯是否粘著不釋放,轉軸(如果有的話)轉動是否靈活,并定期在軸承中注入潤滑油;對于直動式電磁系統,要檢查其導軌有無卡澀現象。
(3)定期檢查線圈是否牢固地裝在鐵芯上,線圈溫升是否超過規定值,并用兆歐表測量線圈對地的絕緣電阻(一般不應小于1兆歐)。通常,鐵芯和銜鐵端面的加工精度很高,如果端面受到嚴重損傷或磨損而出現不平整現象,首先應使用細銼銼平,然后試裝和修整刮平,方法如下:
(1)將銜鐵和靜鐵芯裝在支架上,端面間襯一張雙面復寫紙。
(2)向電阻線圈通電,于是銜鐵吸合。此時端面上接觸部位緊壓著復寫紙,在端面上印有斑點的地點,就是接觸部位。
(3)切斷電源,拆下鐵芯,將端面上印有斑點的部位再銼光或刮平。銼光或刮平應順著疊片方向進行,但不可能攤太平。否則,會減小E型磁鐵中間磁極的間隙。如果該間隙小于廠家規定值,剩磁就較強,可能導致電磁線圈斷電后銜鐵粘住不能釋放。
(4)重復以上步驟,進行多次試驗,將端面上印有斑點的部位刮平,直至斑點平均密布整個端面為止。















 工商網監
工商網監
評論