 電子發燒友App
電子發燒友App


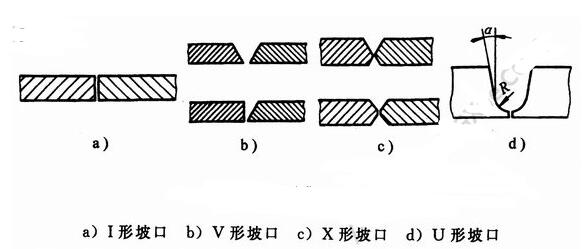
斜Y型坡口實驗
一、實驗內容
1、實驗理論方面
通過斜Y型坡口裂紋實驗,解決合金鋼中不同的碳當量開裂傾向不同,合金鋼中不同的含碳當量開裂傾向不同,鋼結構中不同的拘束度、不同的鋼板厚度裂紋傾向不同。
2、實驗教學方面
焊接斜Y型坡口試樣,解剖實驗焊縫,檢查表面裂紋率、斷面裂紋率、根部裂紋率,通過調整預熱溫度、采用不同的焊條減小裂紋率,提高對合金鋼搞焊接性實驗的意義。
二、實驗目的及要求
1、實驗目的
斜Y型坡口實驗是檢測被焊材料冷裂紋實驗的方法,通過實驗掌握斜Y型坡口實驗的方法和步驟,對實驗中出現的各種問題要正確的解決,懂得焊縫在應力集中、拘束狀態下以及粗晶區脆化造成焊縫的開裂,掌握預熱緩冷可防止冷裂紋。
2、要求
要求同學在實驗前了解實驗板材的成分和力學性能。焊接中會出現的問題,如何通過調整焊接工藝和工藝參數,解決出現的問題。懂得坡口質量好與壞對實驗結果的影響。
三、實驗條件及要求
(一)實驗設備
1、焊接設備和焊條烘干箱
焊機牌號:BX—315;焊條烘干箱:ZYH—10
2、預熱設備
氧氣體、減壓閥、乙炔體、減壓閥、H01—20焊炬一套、1000℃溫度計等。
3、解剖設備
無齒劇、線切割機、手工鋸。
(二)焊接試板牌號、尺寸
1、焊接試板牌號
45鋼或40Cr鋼(也可根據實際情況確定);
2、尺寸
200×75×20(mm),經過機械加工保證零件尺寸,按照圖示開坡口。板厚
可根據實際情況確定。
(三)焊接材料數據及工藝參數
焊條型號:E6303(根據試板鋼號確定);焊條直徑:4 mm、焊接電流/I:170±10/ A、電弧電壓/U:24±2/v、焊接速度/υ:150±10mm/min。
(四)要求
試板坡口基本準確;焊條表面不得有脫落并經烘干使用;焊接中不得在試板上亂起弧;焊接要帶防護面罩、穿絕緣鞋和隔熱衣服;焊接試板的學生必須經過培訓。
四、實驗設計及實施的指導
(一)焊前準備
1、焊接前清理試件表面油污和鐵銹。
2、酸性焊條烘干150±10℃保溫1小時,堿性焊條烘干300±10℃保溫2小時箱斷電保溫隨用隨取。
(二)確定焊接參數及工藝
1、焊接參數
焊接速度170/mm/min;電弧電壓24V;焊接電流:170A。
2、焊接工藝
如果在焊接拘束焊縫時可采用小一點的電流保證拘束焊縫不出現裂紋,當裂紋不可避免時,可換強度低一級的焊條。焊完拘束焊縫后要保證試板平整,不得有大于2O的角變形,確保實驗焊縫根部間隙2mm。
(三)焊接
焊接拘束焊縫
將試板放置在工作臺上裝配,通過點固焊、矯正使試板呈5O~7O左右的反變形量,焊接拘束焊縫應正反面進行焊接可從實驗焊縫上部引弧進入實驗焊縫進行焊接,也可從實驗焊縫中直接進行焊接。實驗焊縫只焊一道,運條要均勻、電弧要保證平穩、焊條不做橫向擺動,焊條與工件夾角75о,收弧處不得有弧坑裂紋。焊好后的試板放置24h后進行解剖。
(四)試樣制備
1、檢查表面裂紋率
切割試樣前首先清理試板表面的焊渣,檢查表面裂紋率。
2、切割試樣
試樣尺寸16mm×12mm×12mm。為保證焊接熔合區組織的可靠性,切割試樣可采用無齒鋸、線切割和氧乙炔熔割方法。每塊試板切割不少于五塊試樣。
3、試樣修整
對切割下的試樣首先清理毛刺,并檢查根部裂紋率和斷面裂紋率。將檢查的結果記錄,填入公式進行計算。
五、思考問題
1、鐵研實驗主要測試什么類型和部位的裂紋?
2、鐵研實驗測試裂紋的原理?
3、實驗中要注意什么問題?
4、鐵研實驗存在的問題?
六、實驗成績評定辦法
按照焊接試樣準確、制備試樣熟練、檢測的熟練、實驗結果準確、實驗報告描述清楚,以及出勤、實驗態度、團結協作、按時完成實驗報告評定成績。
一、實驗內容
1、實驗理論方面
通過斜Y型坡口裂紋實驗,解決合金鋼中不同的碳當量開裂傾向不同,合金鋼中不同的含碳當量開裂傾向不同,鋼結構中不同的拘束度、不同的鋼板厚度裂紋傾向不同。
2、實驗教學方面
焊接斜Y型坡口試樣,解剖實驗焊縫,檢查表面裂紋率、斷面裂紋率、根部裂紋率,通過調整預熱溫度、采用不同的焊條減小裂紋率,提高對合金鋼搞焊接性實驗的意義。
二、實驗目的及要求
1、實驗目的
斜Y型坡口實驗是檢測被焊材料冷裂紋實驗的方法,通過實驗掌握斜Y型坡口實驗的方法和步驟,對實驗中出現的各種問題要正確的解決,懂得焊縫在應力集中、拘束狀態下以及粗晶區脆化造成焊縫的開裂,掌握預熱緩冷可防止冷裂紋。
2、要求
要求同學在實驗前了解實驗板材的成分和力學性能。焊接中會出現的問題,如何通過調整焊接工藝和工藝參數,解決出現的問題。懂得坡口質量好與壞對實驗結果的影響。
三、實驗條件及要求
(一)實驗設備
1、焊接設備和焊條烘干箱
焊機牌號:BX—315;焊條烘干箱:ZYH—10
2、預熱設備
氧氣體、減壓閥、乙炔體、減壓閥、H01—20焊炬一套、1000℃溫度計等。
3、解剖設備
無齒劇、線切割機、手工鋸。
(二)焊接試板牌號、尺寸
1、焊接試板牌號
45鋼或40Cr鋼(也可根據實際情況確定);
2、尺寸
200×75×20(mm),經過機械加工保證零件尺寸,按照圖示開坡口。板厚
可根據實際情況確定。
(三)焊接材料數據及工藝參數
焊條型號:E6303(根據試板鋼號確定);焊條直徑:4 mm、焊接電流/I:170±10/ A、電弧電壓/U:24±2/v、焊接速度/υ:150±10mm/min。
(四)要求
試板坡口基本準確;焊條表面不得有脫落并經烘干使用;焊接中不得在試板上亂起弧;焊接要帶防護面罩、穿絕緣鞋和隔熱衣服;焊接試板的學生必須經過培訓。
四、實驗設計及實施的指導
(一)焊前準備
1、焊接前清理試件表面油污和鐵銹。
2、酸性焊條烘干150±10℃保溫1小時,堿性焊條烘干300±10℃保溫2小時箱斷電保溫隨用隨取。
(二)確定焊接參數及工藝
1、焊接參數
焊接速度170/mm/min;電弧電壓24V;焊接電流:170A。
2、焊接工藝
如果在焊接拘束焊縫時可采用小一點的電流保證拘束焊縫不出現裂紋,當裂紋不可避免時,可換強度低一級的焊條。焊完拘束焊縫后要保證試板平整,不得有大于2O的角變形,確保實驗焊縫根部間隙2mm。
(三)焊接
焊接拘束焊縫
將試板放置在工作臺上裝配,通過點固焊、矯正使試板呈5O~7O左右的反變形量,焊接拘束焊縫應正反面進行焊接可從實驗焊縫上部引弧進入實驗焊縫進行焊接,也可從實驗焊縫中直接進行焊接。實驗焊縫只焊一道,運條要均勻、電弧要保證平穩、焊條不做橫向擺動,焊條與工件夾角75о,收弧處不得有弧坑裂紋。焊好后的試板放置24h后進行解剖。
(四)試樣制備
1、檢查表面裂紋率
切割試樣前首先清理試板表面的焊渣,檢查表面裂紋率。
2、切割試樣
試樣尺寸16mm×12mm×12mm。為保證焊接熔合區組織的可靠性,切割試樣可采用無齒鋸、線切割和氧乙炔熔割方法。每塊試板切割不少于五塊試樣。
3、試樣修整
對切割下的試樣首先清理毛刺,并檢查根部裂紋率和斷面裂紋率。將檢查的結果記錄,填入公式進行計算。
五、思考問題
1、鐵研實驗主要測試什么類型和部位的裂紋?
2、鐵研實驗測試裂紋的原理?
3、實驗中要注意什么問題?
4、鐵研實驗存在的問題?
六、實驗成績評定辦法
按照焊接試樣準確、制備試樣熟練、檢測的熟練、實驗結果準確、實驗報告描述清楚,以及出勤、實驗態度、團結協作、按時完成實驗報告評定成績。














 工商網監
工商網監
評論