 電子發燒友App
電子發燒友App


一. 熔噴法介紹
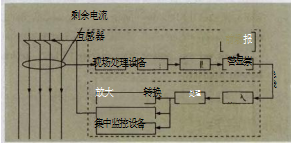
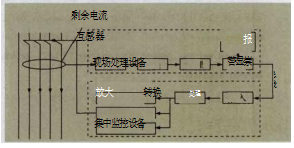
?1.熔噴法介紹 熔噴法也是聚合物直接成網法中的一種,它是將螺桿擠出機擠出的高聚物 熔體通過用高速高溫氣流噴吹或其它手段使熔體細流受到極度的拉伸而形成極 細的纖維,然后聚集到成網滾筒或成網簾上形成纖網,最后經自粘合作用得以加 固而制成熔噴法纖維非織造布。
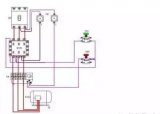
??圖 1

熔噴法纖維成型原理熔噴法和紡粘法的異同 相同點 不同點 紡粘法 1. 聚合物要在熔融狀態下 有噴絲孔擠出; 2. 纖網經過熱粘合或者自 身粘合加固成布; 1. 拉伸形成連續長絲; 2. 加固方式除熱粘合外,還有針刺,水 刺,化學粘合手段; 熔噴法 1. 拉伸形成超細短纖維; 2. 主要熱粘合和自身粘合加固;
??2.熔噴法的生產流程
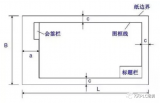
圖 2
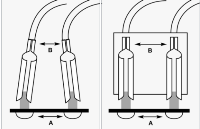
熔噴線的生產流程 上述是整個 SMS 復合產線的生產流程,具體工序對應的設備流程如下:圖 3
熔噴法工序及設備圖 聚合工序:將原材料粒子通過擠出機加熱形成溶體,再由計量泵根據需要將溶 體送入噴絲板; 紡絲工序:溶體經過噴絲板形成形成纖維; 拉伸工序:通過二次風作用,將纖維冷卻固化; 成網工序:將纖維噴到滾筒或者成網簾上凝結成網; 加固工序:將網通過熱粘合或者自身粘合的方式形成布; 包裝工序:將布打包成卷;
二. 熔噴法無紡布系統解決方案
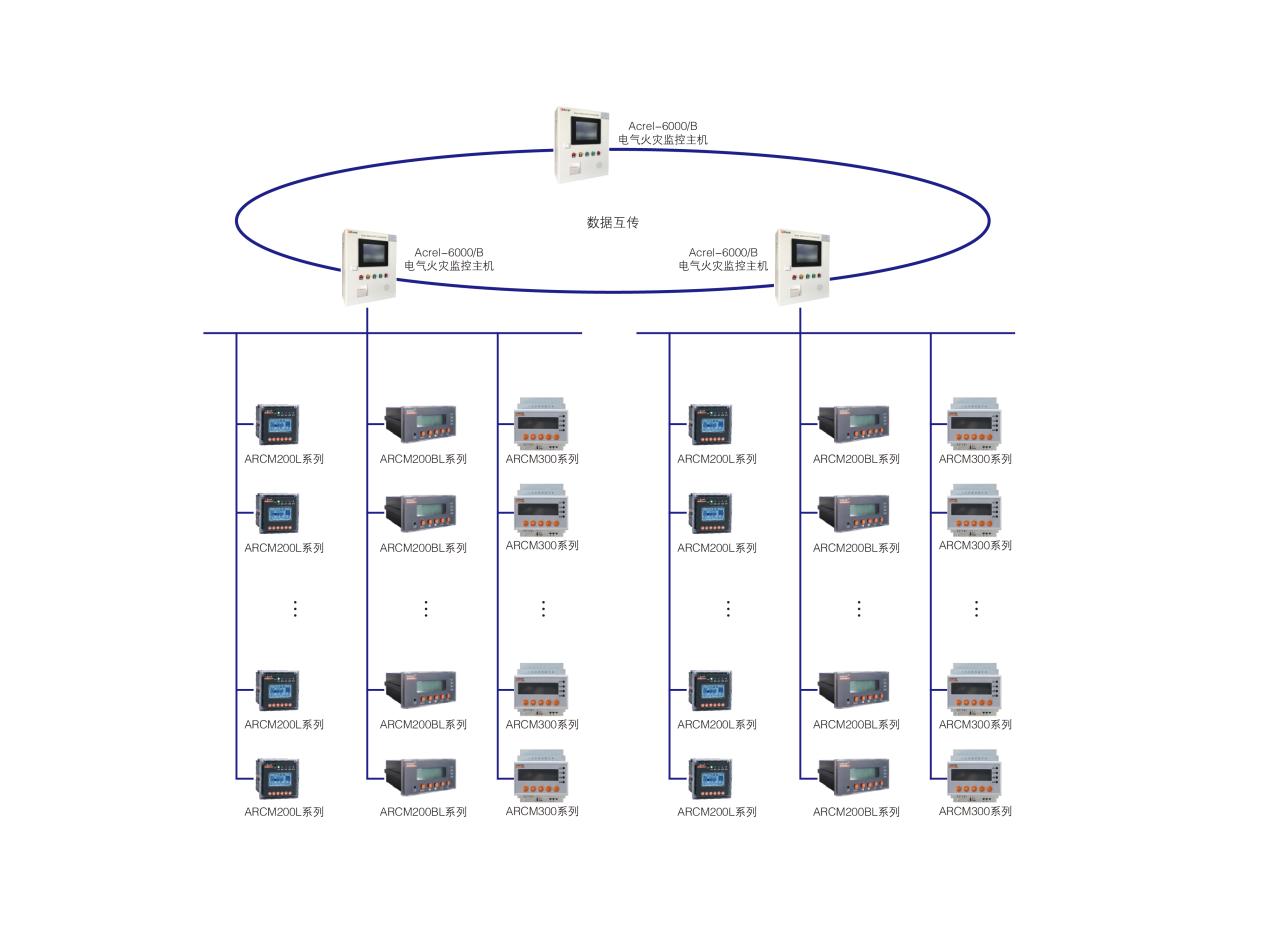
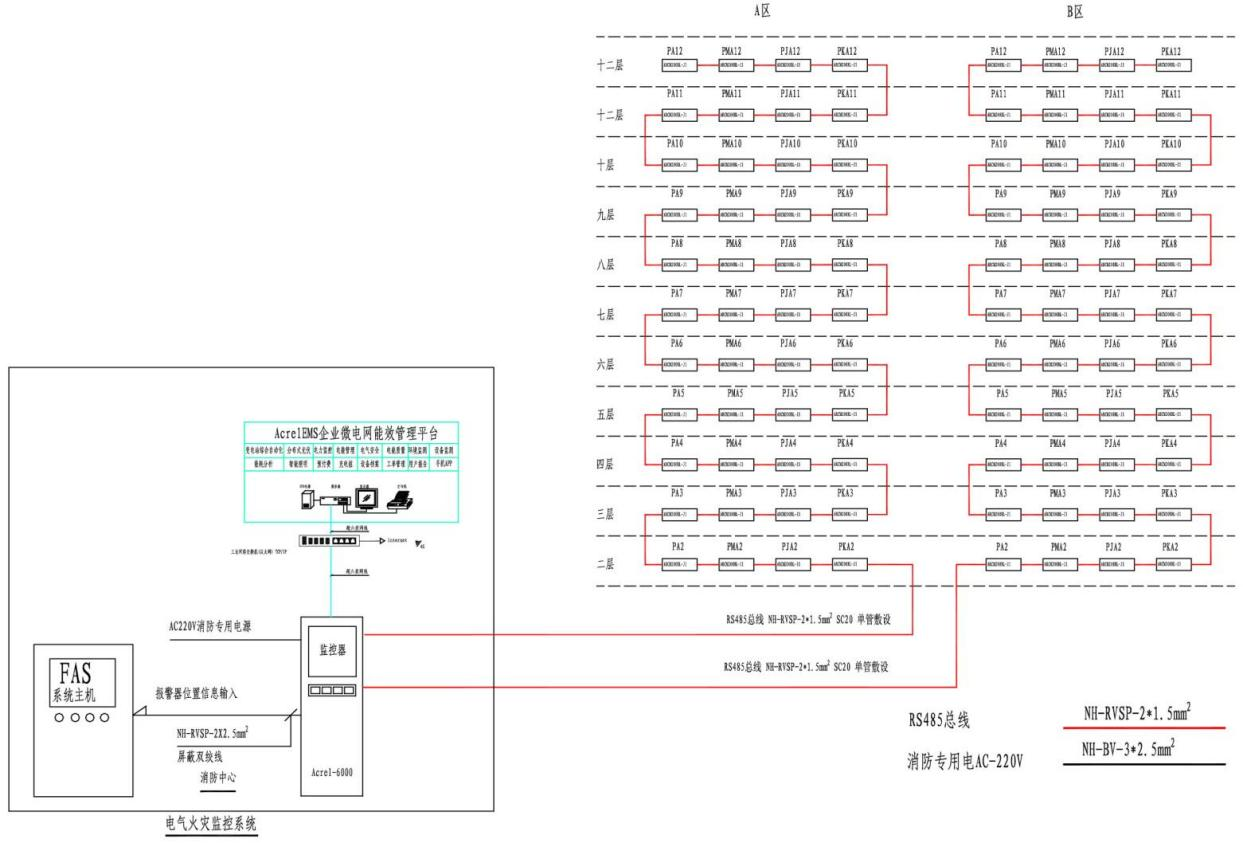
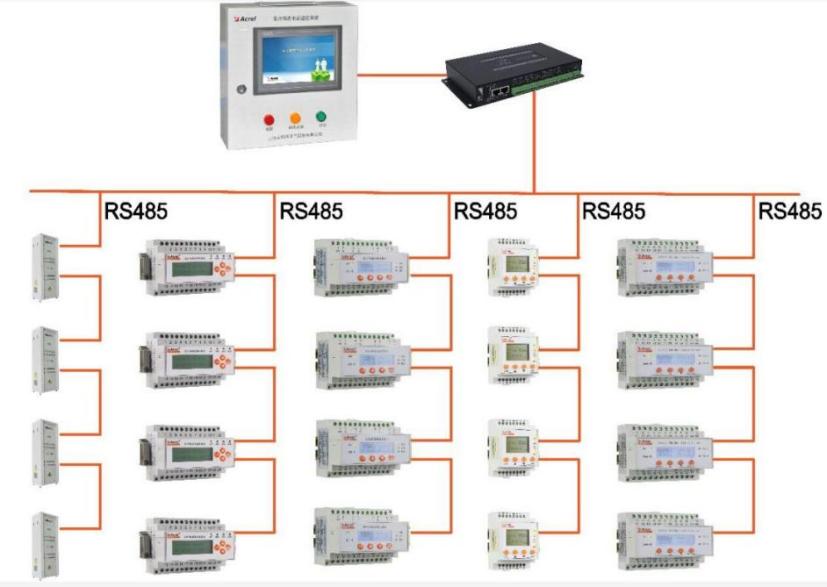
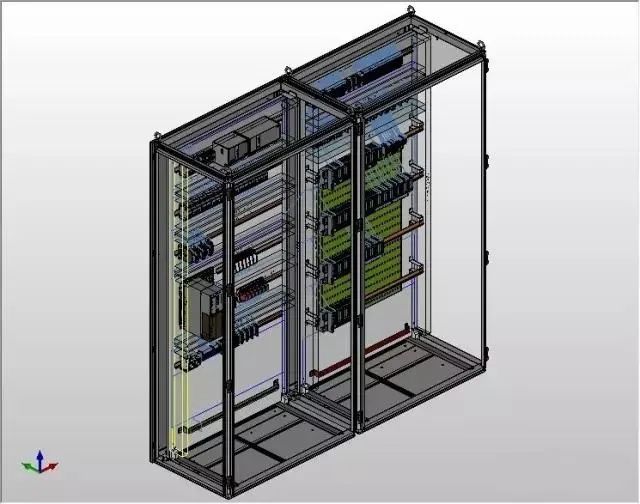
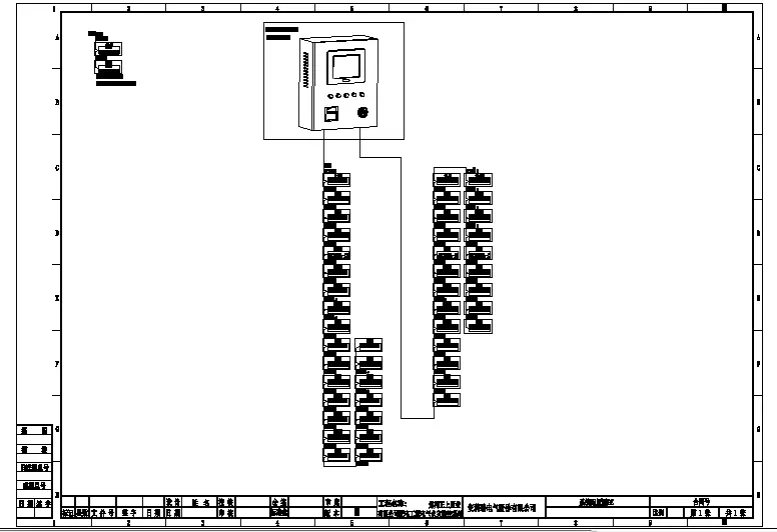
?1. 方案拓撲圖 圖 4
熔噴法方案拓撲圖 方案配置說明: 1. 方案整套采用網絡化設計思路,依托匯川的 CANlink 總線,實時總線速 率可達 1m/s,構建整個方案; 2. 方案驅動采用書本式多傳型變頻器,配置最新的矢量控制算法技術,在 擠出低速啟動時,低頻出力大,轉矩控制更精準;?
2.方案優勢
1.輕松安裝,快速交付采用共直流母線設計的多傳型 MD810 系列,為客戶節省 1/3 柜體及低壓電 器,節省了安裝時間,實現產線的快速安裝交付;
2.一站式調試 采用總線控制,驅動一鍵通訊,節省現場調試工時,提升效率;
3.包裝運輸更方便?采用張力控制算法,成卷效果更好,包裝和運輸更方便;?
4.節能高效 采用共母線母線連接方式,減少復卷分切過程中的電能浪費,實現多軸電能 互用,綜合節能 5%;
5.低頻轉矩精度高 MD810 采用最新的矢量控制算法,在螺桿擠出機低頻時,出力更平穩,轉矩控制精度 可達 3%。
6.遠程維護方便(選配) 方案采用網絡化的設計思路,選配遠程物聯網模塊,可以實現遠程的設備維護,工藝 調節,設備監控,產能監控。減少主機廠出差的成本,提高客戶滿意度。
7.總線支持種類豐富(選配) 支持多種總線搭配,PN,CANopen,RS485,CANlink 等總線方式。網絡化搭配更 方便。
lw

























 工商網監
工商網監
評論