 電子發(fā)燒友App
電子發(fā)燒友App


一、?項(xiàng)目背景
該項(xiàng)目主要針對(duì)傳統(tǒng)磨床進(jìn)行自動(dòng)化技術(shù)改造,相對(duì)于之前的磨床基本采用人工手動(dòng)方式,軌跡控制較難實(shí)現(xiàn),自動(dòng)化程序較低(需要人實(shí)時(shí)守在機(jī)器旁),且人工參與加工材料工作部分大,故進(jìn)行自動(dòng)化改造
二、項(xiàng)目要求
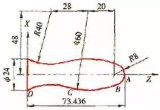
位置精準(zhǔn):對(duì)于磨床下壓部分要精準(zhǔn)實(shí)現(xiàn)位置精度小于0.3mm
速度提升:對(duì)于往復(fù)運(yùn)動(dòng)的橫移軸以及升降軸既要保證進(jìn)度要求也要保證伺服響應(yīng)時(shí)間以及定位速度
自動(dòng)停機(jī):人為設(shè)定好加工次數(shù)以及加工動(dòng)作,可以不需要人為守在機(jī)器旁邊,實(shí)現(xiàn)橫移軸以及升降軸搭配旋轉(zhuǎn)軸實(shí)現(xiàn)自動(dòng)加工動(dòng)作,當(dāng)前加工次數(shù)=設(shè)定加工次數(shù)后執(zhí)行自動(dòng)停機(jī)
功能選擇:可針對(duì)實(shí)際加工產(chǎn)品實(shí)現(xiàn)橫移軸單動(dòng)作升降下降,橫移軸周期動(dòng)作升降下降的功能切換
三、?硬件配置
匯川設(shè)備:

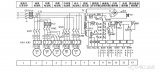
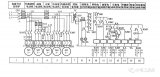
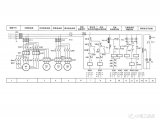
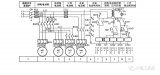
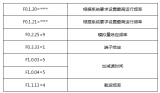
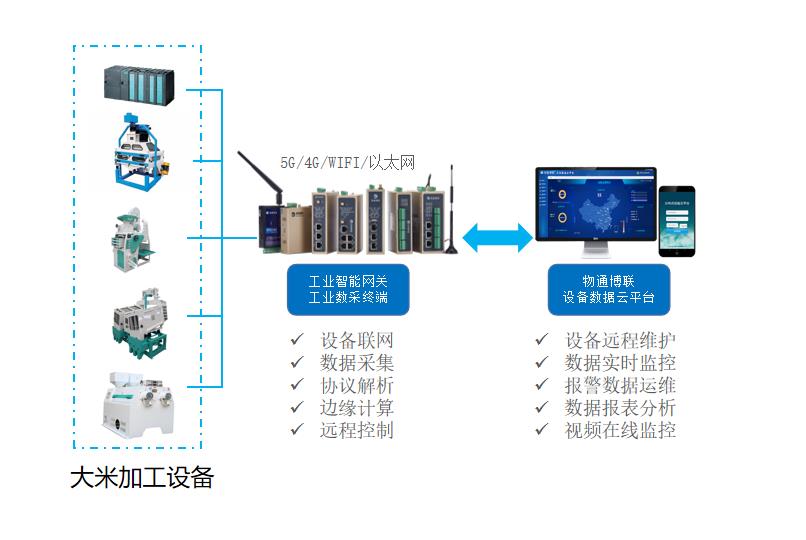
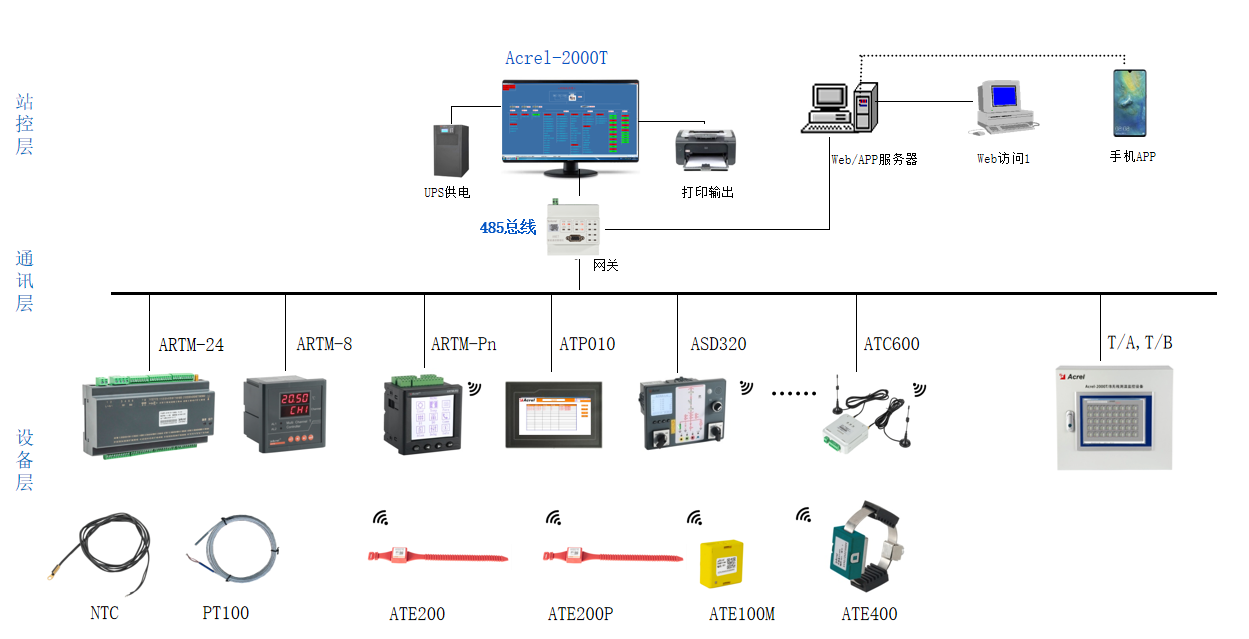
四、?方案拓?fù)?/p>
五、?方案說明
采用485通訊方式實(shí)現(xiàn)觸摸屏與PLC之間的通訊,采用脈沖+485實(shí)現(xiàn)脈沖控制伺服+通訊讀取伺服相關(guān)數(shù)據(jù)。
(一)方案優(yōu)點(diǎn),采用脈沖+485方式進(jìn)行伺服控制,使用脈沖控制,方便客戶進(jìn)行后續(xù)接手工作,采用485對(duì)伺服進(jìn)行相關(guān)數(shù)據(jù)進(jìn)行讀取(報(bào)警數(shù)據(jù),運(yùn)行速度)雖然速度較慢,但對(duì)于伺服報(bào)警以及伺服位置讀取以及速度讀取方便客戶接線等操作
(二)現(xiàn)場(chǎng)難點(diǎn)問題及解決方案說明
1、?邏輯時(shí)序,針對(duì)橫移軸動(dòng)作完成的升降軸動(dòng)作,需要考慮人為如果沒有設(shè)定升降軸動(dòng)作的前提下,(橫移軸驅(qū)動(dòng)需要時(shí)序卡頓導(dǎo)通的處理)
2、?位置定位,需要保證升降軸的位置定位精準(zhǔn)及速度提升,運(yùn)行不抖動(dòng)等問題所以采用減小脈沖當(dāng)量,提升效率,S型曲線實(shí)現(xiàn)平滑度。
fqj








































 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論