 電子發燒友App
電子發燒友App


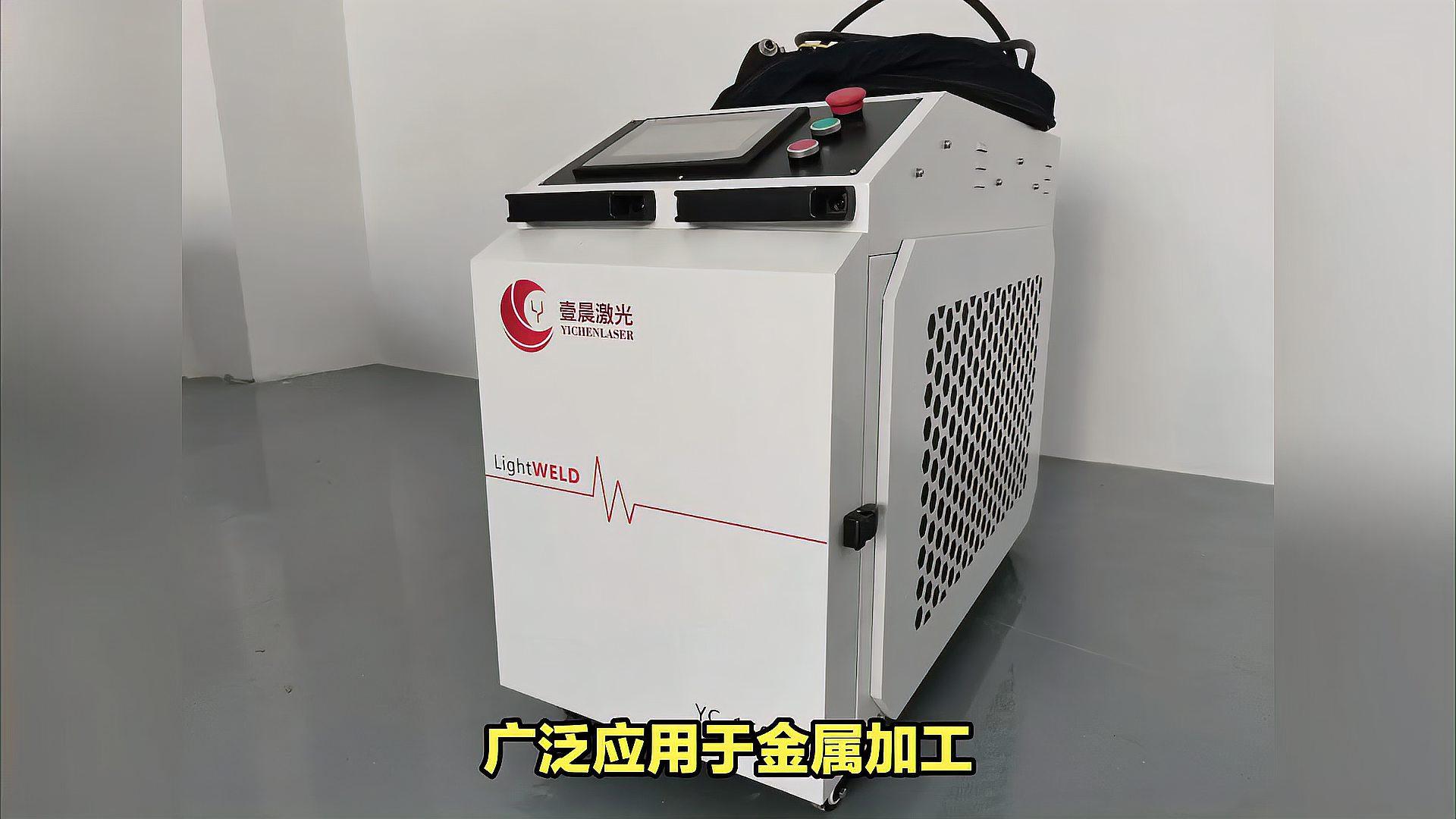
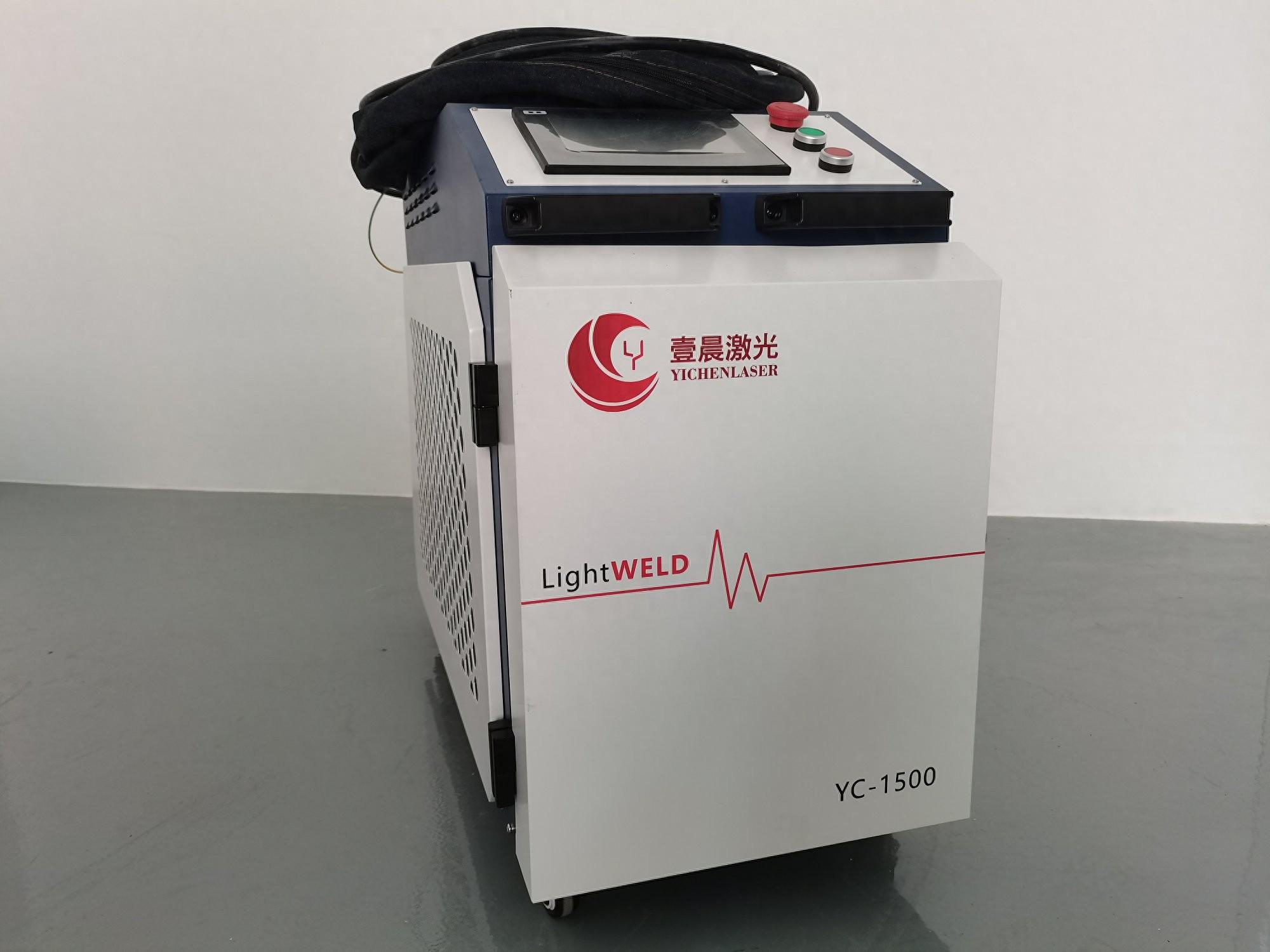
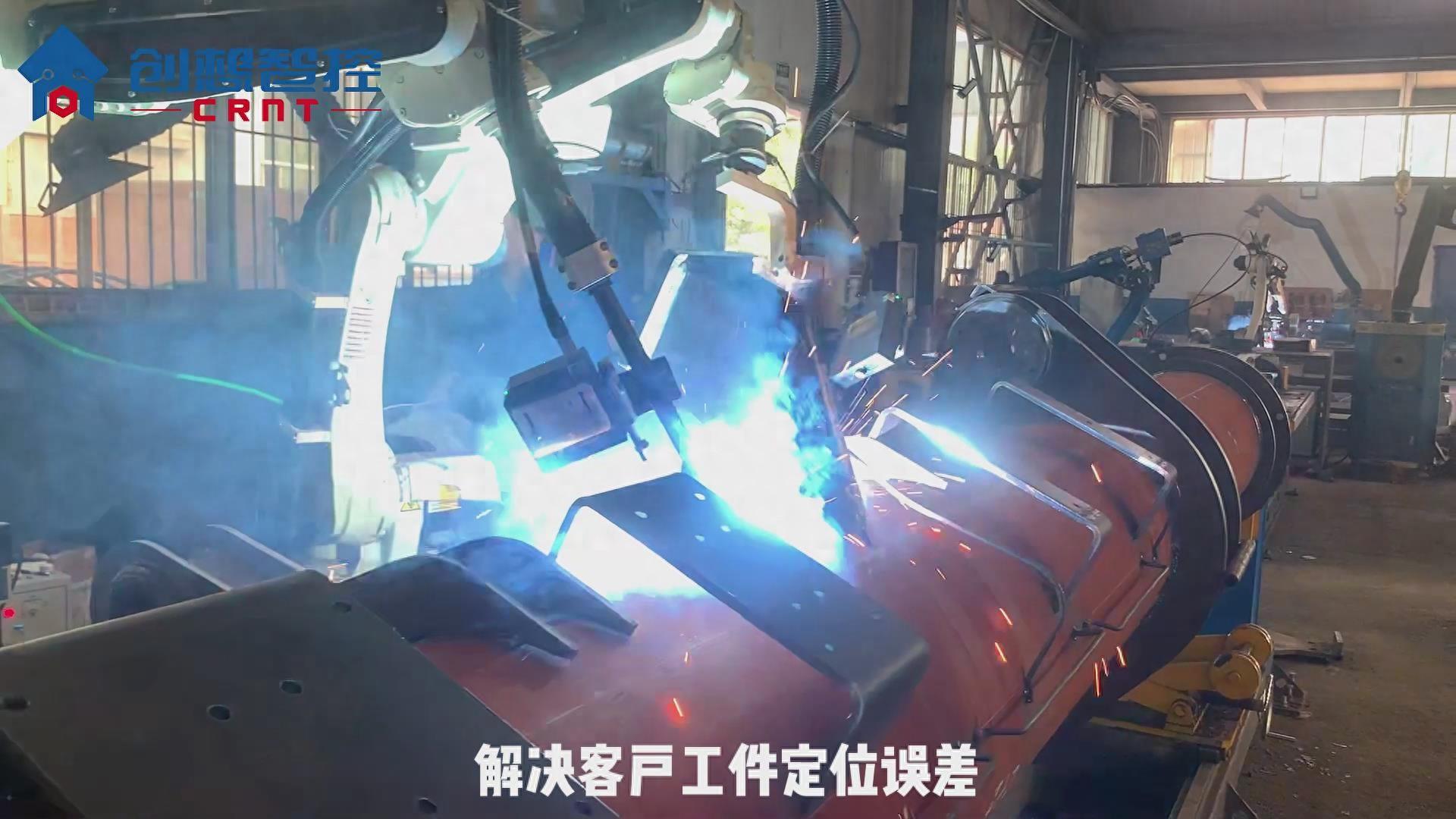
焊接,也稱作熔接、镕接,是一種以加熱、高溫或者高壓的方式接合金屬或其他熱塑性材料如塑料的制造工藝及技術。現代焊接的能量來源有很多種,包括氣體焰、電弧、激光、電子束、摩擦和超聲波等。今天,暉耀激光給大家說說激光焊接的相關知識。
一、專有名詞、術語解釋
1.熔寬:指焊接完成后,表面熔化區域的寬度;一般而言,速度越慢,熔寬越大;光斑越大,熔寬越大。
2.熔深:指一定激光功率時,能焊接某種材料的厚度。一般而言,功率越大,熔深越大;速度越慢,熔深約大(功3.率為主要因素)
4.表面平整度:焊接完成后,表面熔化區域凸起或凹陷的程度;一般均要求表面盡量平整,也有要求凸起的客戶。
5.表面顏色:焊接完成后,表面熔化區域肉眼看到的色澤;沒有或氣體保護效果不好,一般焊縫表面顏色為黑色、灰色、藍色。保護好的情況下,為母材的金屬色(亮銀色)或略呈黃色。
二、激光焊接特點
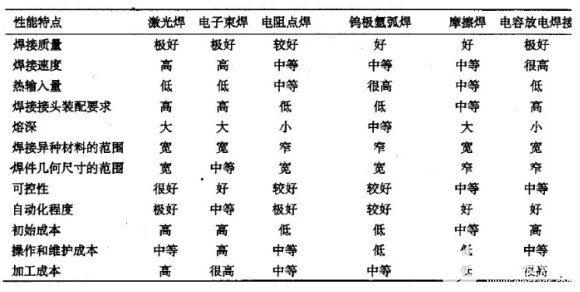
關鍵點:焊接變形小、易于自動化,加工效率高。
三、焊接接頭——常見接頭類型
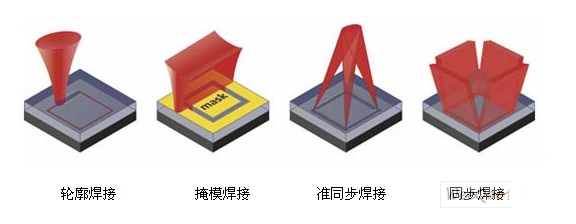
四、激光焊接工藝分析-主要影響因素
五、激光焊接行業應用
① 動力電池的電芯,動力電池的電芯按其外型可分三種,分別是方型、圓柱型以及軟包電芯。殼體的材料主要有鋁材和不銹鋼,但以鋁材為主。激光焊接部位主要有四種:殼體的封裝,根據位置的不同分為頂蓋、底蓋和側面的焊接;頂蓋防爆片及安全蓋的焊接;密封釘(也叫注液口)的焊接;電芯極耳與頂蓋的焊接。
② 汽車配件,汽車零部件的制作材料逐漸從鋁合金過渡為鎂合金。激光焊接工藝在鎂合金材料的焊接過程中能夠在器件的焊接局部產生一種氧化膜,實現鎂合金器件的高效保護。
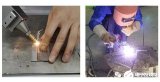
③ 廚電行業,基于廚電行業的焊接多為厚度1毫米左右的不銹鋼薄板,以拼焊和角焊為主。相比于傳統的氬弧焊接,激光焊接速度提升了5到10倍,而且耗電量及耗材使用量更低,焊接質量非常穩定。
④ 新能源汽車電機、伺服電機、其它電機等,基于電機定、轉子均是厚度《1毫米的多塊矽鋼片疊壓在一起,斯塔克激光焊接工作站可以同時進行多條縱縫的焊接,傳統的弧焊根本無法滿足此行業的焊接技術要求。焊接的熱影響區域較小,能更好去保證客戶焊接產品的良品率,焊接效率更高,而且焊接質量非常的穩定。
fqj






























































 工商網監
工商網監
評論