 電子發燒友App
電子發燒友App


現代汽車制造業中輕量化、安全性和裝飾性的要求,帶動了傳統焊接技術在汽車塑料領域的發展。
近年來,隨著多種高端技術如超聲波、振動摩擦、激光技術相繼應用于汽車塑料零部件制造領域,國內汽車零部件制造業技術水準和配套能力大大提升。關于汽車內飾件的焊接與焊接工藝已發展有熱板焊接、激光焊接、超聲波焊接、非標準型超聲波焊接機、振動摩擦機等,工藝上可實現一次性整體或復雜結構焊接,可在簡化模具設計、降低模塑成本基礎上達到最優化的設計要求。
對典型的內外飾件而言,其表面質量要求高且結構復雜的大部件如儀表板、門板、立柱、手套箱發動機進氣歧管、前后保險杠等必須選用相應的焊接技術,同時根據車內結構、性能、材料和生產成本的要求采用合適的焊接工藝。所有這些應用不僅能完成相應的生產制造過程,而且還能保證產品的優異品質和完美的造型。
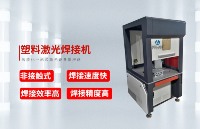
熱板焊接機: 熱板焊接機設備可控制熱板焊接模具橫向或縱向移動,傳動系統采用氣動、液壓驅動或侍服馬達推動。熱板焊接技術的優點是可應用于大小不同的工件,無面積限制,適用于任何焊接面,允許塑料余量補償,焊接強度得到保證,還可根據各種材料的需要,調整焊接程序(如調整焊接溫度焊接時間、冷卻時間、輸入氣壓、熔接溫度及轉接時間等),在焊接過程中設備能保持良好的穩定性,能保證一致的焊接效果及工件加工后高度的準確性。
水平熱板焊接機還有一個特點就是可作90℃ 旋轉以便清洗。熱板焊接機的加工工期一般可分為:原位置(熱板與上下模具不移動)、加熱期(熱板移向上、下模之間,上、下模下行熱板熱力使上、下工件焊接面溶解)、轉接期(上、下模返回原位置,熱板退出 )、焊接及冷卻期(上、下模接合,使工件同時焊接,并冷卻成型)、返回原位置 (上、下模分開,可取出已焊工件) 。
在早期汽車行業這些焊接設備使用相對比較普遍,但是隨著對零件本身的結構、外形及使用壽命要求的不斷提高,對其加工設備的要求也越來越高,并且由于設備的大小局限著被焊零件的大小,設計時需根據零件的大小來選擇設備和設備驅動方式。 最主要的是零件加熱區域大而且存在較大變形另外焊接過程對焊接塑料有極性與無極性區分導致現在超聲波焊接和激光焊接等逐漸替代熱板焊接。國內主要用來焊接的零件包括汽車塑料油箱、蓄電池、車尾燈、手套箱等。
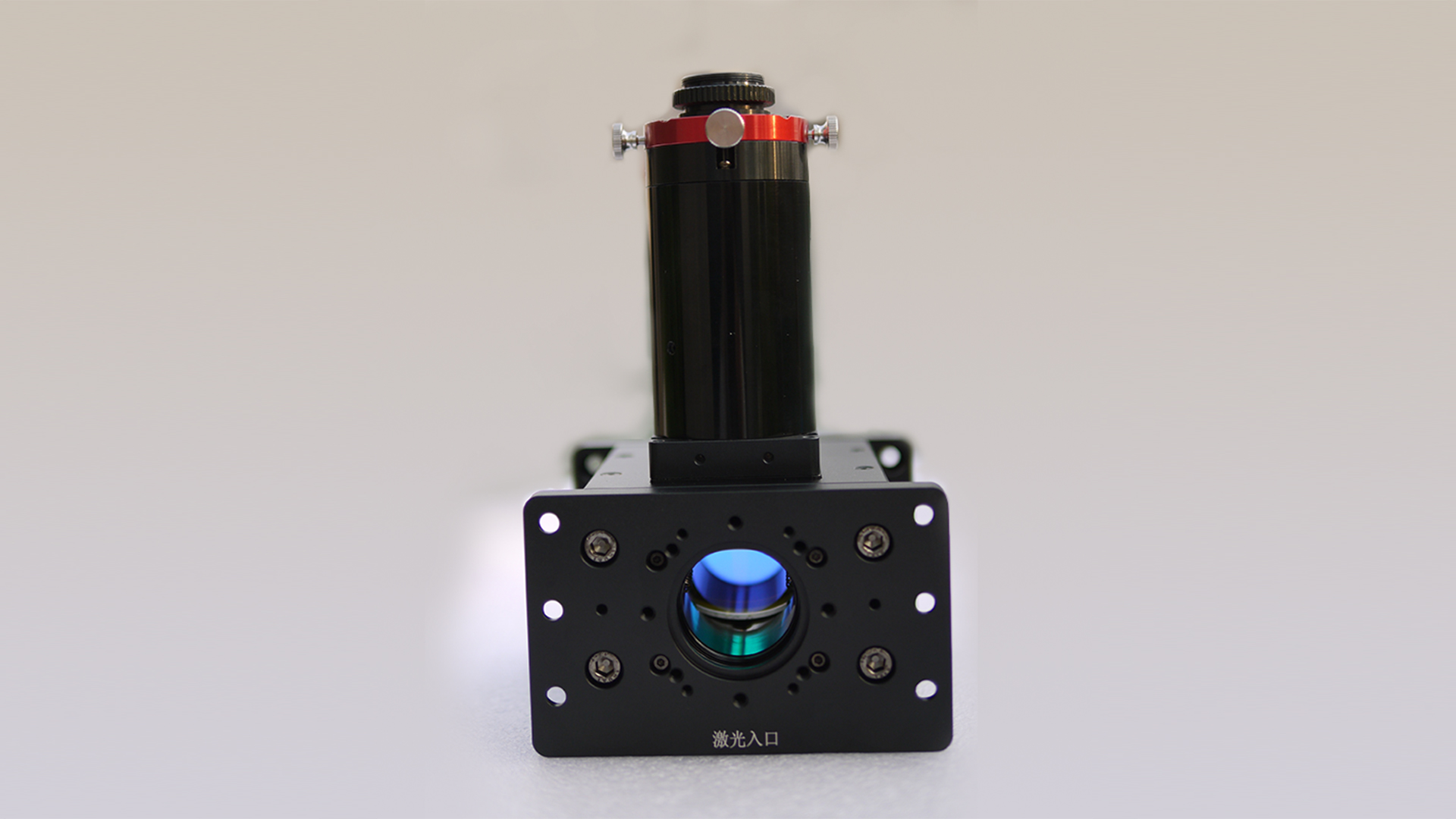
激光焊接: 激光焊接技術在現今醫療器械制造業中被廣泛使用,在汽車行業中只有少量的廠家采用激光焊接進氣管等,因為這是一門新型的焊接技術,在一定程度上還不是很成熟,但相信在不久的將來會因為它顯著的焊接特點而被廣泛應用。它的優點是可焊接 TPE /TP或 TPE產品;在無震動的情況下,可焊接尼龍、裝有敏感電子零件的工件、三維焊接面,可節省成本,廢品少。
焊接過程中,樹脂熔解少,表面能嚴密焊接起來,無飛邊或溢膠的情況,允許剛性塑料件可在無溢膠及震蕩下完成焊接。一般情況下無論工件大小,軟性或不規則焊接面的工件都可均勻被焊,尤其是大規模生產高科技的微型零件更為合適。但因為激光傳導是限性。“準同步” 激光焊接技術是以掃描鏡將激光光束按焊接的形狀以10m / s的速度傳送到焊接面,1s內可在焊接面上走動40次之多,焊接面周邊塑料熔化,經加壓后兩工件焊接起來。
激光焊接大致可分為:固體ND - YAG系統 (激光光束由水晶產生 )及Di ode System (高功率二極管激光器 ),CAD數據編程。所有材料都能與本體材料進行激光焊接,其中丙烯腈-丁二烯-苯乙烯最適合與其他多種材料進行激光焊接,尼龍、聚丙烯、聚乙烯只能與自己的本體材料進行焊接,其他材料對于激光焊接的適用性一般。
fqj













































 工商網監
工商網監
評論