 電子發燒友App
電子發燒友App


一、項目背景
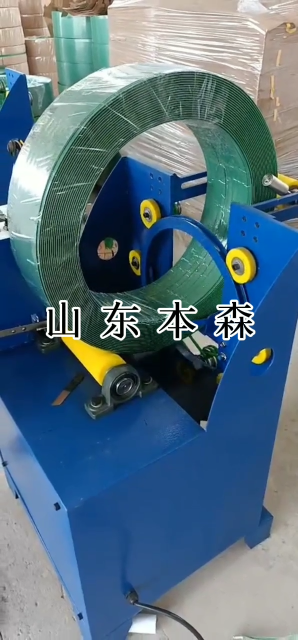
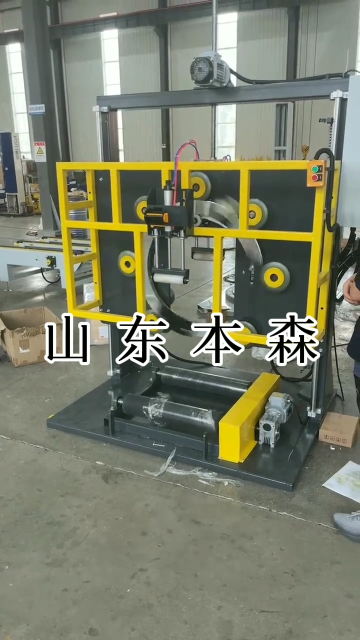
耐高溫風管,一般由帶玻璃纖維涂層氯丁膠、紡織線、彈性鋼絲構成,可耐溫度范圍:約-70℃到+260℃。常用于熱氣和冷氣的引導,暖器排出,鼓風暖爐排出和焊氣排出。
本項目的三軸纏繞機設備就是應用在生產熱風管上,一般工序分為:繞底布1—繞底布2—繞鋼絲—繞面布—繞細線和纏膜。?
二、目標和要求
(一)項目目標
運用該纏繞機設備能使產品的質量更加穩定,精減人員的同時產量也得到提升
(二)工藝要求
(1)針對不同產品規格生成配方,方便操作員直接調用;
(2)加工過程中能根據不同的位置段進行實時的變速,并且鋼絲的張力保持恒定;
(3)平移軸的速度能根據與主軸轉速變化同步變化。
三、電氣方案
(一)硬件配置表如下
?
| 序號 | 產品名稱 | 型號 | 數量 | 備注 |
| 1 | HMI | IT6100E | 1 | 10寸觸摸屏 |
| 2 | PLC | H3U-0808PMRTA | 1 | 控制器 |
| 3 | 伺服驅動器 | IS620PT012-C | 2 | 2.9KW |
| 4 | 伺服驅動器 | IS620PT8R4-C | 1 | 1.8KW |
| 5 | 伺服驅動器 | SV660PS2R6A | 1 | 400W |
| 6 | 伺服電機 | MS1H3-29C15CD-A331Z | 2 | 2.9KW |
| 7 | 伺服電機 | MS1H3-18C15CD-A331Z | 1 | 1.8KW |
| 8 | 伺服電機 | MS1H1-40B30CB-A331Z | 1 | 400W |
| 9 | IO模塊 | AM600-1600END | 2 | 16路數字量輸入 |
| 10 | IO模塊 | AM600-0016ETN | 1 | 16路晶體管輸出 |
| 11 | AD模塊 | AM600-4AD | 1 | 4路模擬量輸入 |
?
(二)方案拓撲圖
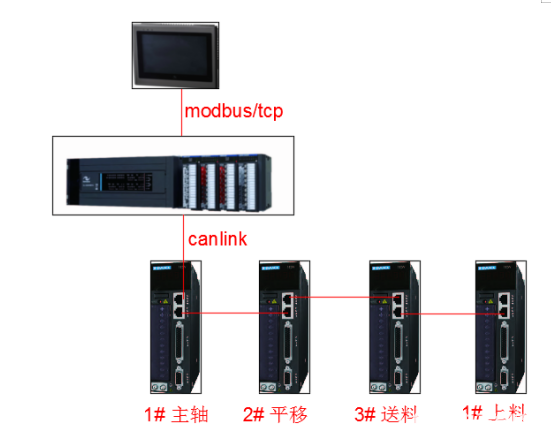
(三)方案說明
HMI與PLC通過以太網口作modbus-tcp通訊進行數據交互,PLC以脈沖+CANlink總線方式對伺服進行定位和送料軸的張力控制,PLC實時讀取伺服的運行狀態和故障信息,平移軸分頻輸出到主軸以實現平移軸與主軸的速度同步
(四)重點難點
(1)產品規格多達50多種,每種規格涉及參數有20幾個,所以做配方的同時要用于索引寄存器,針對不同規格直接調用即可
(2)不同的工序,平移軸的運行起點位置可左可右,主軸的旋轉有順向也有逆向,所以程序中做好方向的判定是關鍵
(3)不同規格,不同位置段,平移軸的速度需要實時更改,平移軸作分頻輸出給到主軸,同時要通訊的方式對主軸的電子齒輪比進行實時更改實時有效
(五)方案特點
(1)HMI和PLC通過以太網口進行MODBUS TCP通訊,并且支持10M/100M的自適應速率,每個站點可與在同一個網段內的16個站點進行主從數據交換,設備上的交換機已為后續增加張力控制的PLC和HIM作冗余,減輕后續通訊接線,調試方便
(2)H3U系列PLC具有CAN通訊,同時支持CANLINK網絡和CANOPEN網絡功能,可搭配多達16個伺服軸,通訊速率可達1M,本項目使用匯川CANLINI3.0自主協議,無需編寫程序底層,直接通過軟件配置通訊網絡配置表即可,減小電氣技術員工作量
(3)小車電機搭配23位多圈絕對值磁編碼器,省去了限位和原點,在減少故障的同時無需每次上電進行回原點操作,并且現場電池壽命可達5年
(六)方案優勢
(1)精減人員
老式設備需要配備3人/臺,本項目最多配備2人/臺,生產更加高效
(2)產品穩定
老式設備都是通過人工手拉的方式來張緊材料,因此材料纏繞的張力和材料纏繞的角度無法得到保證
(3)操作簡便
老式設備控制產品的張力和纏繞的角度都是由人工靠自身的經驗來控制,對操作員的技能要求比較高。本項目的相關配方都已存儲在觸摸屏,操作員只需根據不同的規格直接調用相應配方即可
?
? ? ? ? 責任編輯:lq











































































 工商網監
工商網監
評論