 電子發燒友App
電子發燒友App


線束插接器用于汽車電路各連接點的連接,是汽車上的重要零件,其品質好壞直接影響到電力或信號的傳輸效果。插接器在汽車中占的成本比例較小,但在汽車使用中若出現品質問題,往往產生嚴重的后果,且維修成本大幅增加,因此,插接器的品質越來越得到汽車制造商及零部件供應商的重視。
端子退針是線束插接器比較常見的一種失效形式。端子退針是指插接器完成裝配后,端子與護套非正常分離,從而使插接器功能喪失。此種失效形式的形成原因一般包括3個方面:①端子在護套中的保持力不合格;②對插干涉;③產品應用問題。本文根據這3個方面的原因對插接器端子退針進行分析并提出解決方案。
1.端子在護套中的保持力不合格
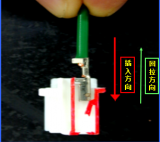
端子在護套中的保持力是指沿軸向使端子與護套分離所需的力。
為避免出現端子退針的現象,插接器的性能試驗標準對端子在護套中的保持力做了嚴格規定:①規格不大于2.8的插接器保持力大于40N;②規格大于2.8的插接器保持力大于60N。
實踐中較多端子退針現象的產生都是因為保持力不滿足規定。一般來說,端子在護套中的保持力不合格的原因有:結構設計問題及材料選擇問題。
1.1結構設計問題
結構設計問題主要是指端子和護套的掛接結構設計。這種掛接結構一般是一種彈性結構,分為護套上采用彈性結構和端子上采用彈性結構。
1.1.1護套上采用彈性結構

護套上采用彈性結構,將端子和護套裝配所需要的彈性結構設計在護套上,在端子和護套裝配過程中,通過護套彈舌(設計在護套上的彈性結構)受力變形,實現端子和護套的裝配。在端子和護套裝配到位后,護套彈舌由于受力解除而恢復至原始狀態。該護套彈舌和設計在端子上的掛臺結構的配合,保證護套對端子的有效定位。護套彈舌的剪切強度決定了端子在護套中的保持力。剪應力計算公式如下:
式中:τ———材料所受的剪應力;F———材料剪切方向受力;A———剪切面積;[τ]——材料的許用屈服剪應力。
由公式(1)可知:材料剪切方向承受的最大力與材料的剪切面積成正比,與材料的許用剪應力成正比。護套彈舌設計時,當材料選定后,材料的許用屈服剪應力即固定不變,要保證產品滿足端子在護套中的保持力(剪切方向受力)要求,需保證護套彈舌的剪切面積滿足要求值。
實踐中由于考慮到端子和護套的設計間隙,因此剪切面積應按極限惡劣情況計算。端子和護套的設計間隙應能保證在極限惡劣情況下計算出的剪切面積所能承受的屈服剪應力大于要求的端子在護套中的保持力。
1.1.2端子上采用彈性結構

端子上采用彈性結構是指將端子和護套裝配所需要的彈性結構設計在端子上,在端子和護套裝配過程中,通過端子彈舌(設計在端子上的彈性結構)受力變形,實現端子和護套的裝配。在端子和護套裝配到位后,端子彈舌由于受力解除而恢復為原始狀態。該端子彈舌和設計在護套上的掛臺結構的配合,保證護套對端子的有效定位。
端子彈舌的屈服強度決定了端子在護套中的保持力。由公式(1)可知:端子彈舌設計時,當材料選定后,材料的許用剪應力即固定不變,要保證產品滿足端子在護套中的保持力(剪切方向受力)要求,需保證端子彈舌的剪切面積滿足要求值。
實踐中由于考慮到端子和護套的設計間隙,除考慮端子彈舌的剪切面積(材料厚度和彈舌寬度)外,應保證極限惡劣情況下,端子彈舌與設計在護套上的掛臺結構具有完整的配合。
1.2材料選擇問題
1.2.1護套材料選擇
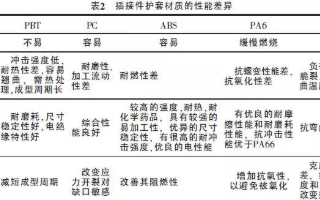
插接器護套常用材料有:聚酰胺(俗稱尼龍)、聚對苯二甲酸丁二醇酯(PBT)、ABS等。
對于護套彈舌結構,一般主要考慮材料的韌性,根據滿足韌性要求的材料的許用屈服剪應力設計彈舌結構的尺寸。
需要強調的是,材料的許用屈服剪應力應按材料經受插接器可能存在的高溫老化、溫度-濕度循環、化學液體腐蝕等試驗后的允許值計算。如果按試驗后的許用屈服剪應力值設計彈舌結構無法滿足要求,則應考慮更換材料或使用二次鎖結構(圖2)來解決。
當插接器初始保持力正常,試驗后保持力不合格出現退針時,一般是因為按使用材料的初始許用屈服剪應力設計了彈舌結構造成的。
1.2.2端子材料選擇
插接器端子常用材料有:紫銅、黃銅、青銅。根據它們的硬度情況又可分為軟、半硬、硬3種狀態。
這3種材料中,紫銅應用較少,一般用于接地孔式或叉式接頭等。黃銅和青銅應用較多。黃銅的導電性能比青銅好,而青銅的硬度和彈性比黃銅好。當使用端子彈舌結構時,一般應使用青銅。使用黃銅材料經常會出現保持力不足的現象。
2端子對插干涉
端子對插干涉是指插接器的公端和母端在對插過程中,由于公端子插入母端子非有效區域,從而使插接器出現端子退針等功能喪失現象的失效形式。一般來說,端子對插干涉的原因有:①結構設計問題;②端子插拔力問題。
2.1結構設計問題
涉及到端子對插干涉的插接器結構設計問題主要有:插接器的中心距設計問題(包括尺寸錯誤或公差過大等)、端子和護套配合間隙設計問題(包括間隙過大或過小)等。
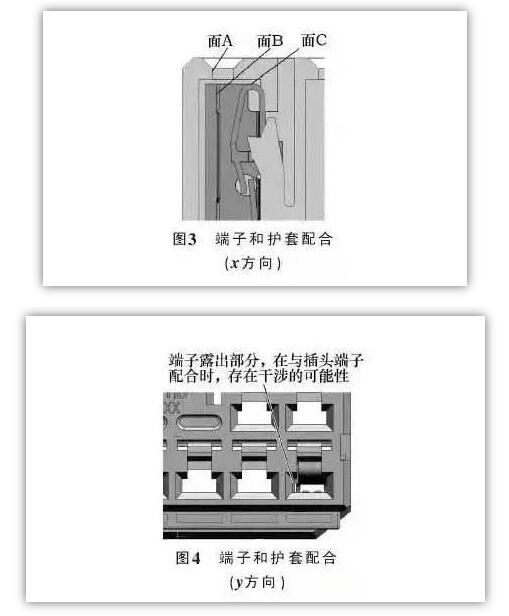
當結構設計存在問題時會出現插接器對插過程中公端子和母端子不對中,這種不對中出現在x方向時(圖3),會出現公端子頂在面B的頂部或面C上,程度較輕時會造成插接器插拔力偏大,程度嚴重時會造成插接器插接過程出現端子退針。這種不對中出現在y方向時(圖4),會出現不應該的母端子露出部分,公端子易頂在母端子露出部分,程度較輕時會造成插接器插拔力偏大,程度嚴重時會造成插接器插接過程出現端子退針。
例如,某汽車廠總裝車間發動機艙熔斷絲盒與線束對插裝配過程中,曾經出現線束端插接器端子頻繁退件且插入力較大,退針發生比率為15%,插入力大發生比例為全部。經對問題件分析,發現由于與線束端對插的相應熔斷絲盒結構中心距設計問題,造成對插過程中公端子和母端子不對中,從而造成線束端插接器與熔斷絲盒裝配過程中插入力較大且線束端插接器端子部分退針。對熔斷絲盒相應結構改進設計后,該問題得以解決。
2.2端子插拔力問題
由于裝配性能的要求,插接器端子插拔力應越小越好,而過小的插拔力將使插接器的接觸電阻增大,導電能力降低。因此,合適的端子插拔力是在保證插接器電性能的前提下滿足插接器裝配性能的要求。為提高端子的導電能力,實踐中經常會出現端子的插拔力被加大,一般情況下,這會導致裝配困難。而當端子插拔力大于端子在護套中的保持力時,則可能導致插接器對插過程中的端子退針。
3產品應用問題
涉及到插接器端子退件的產品應用問題,主要是指在線束生產過程中出現的可能造成端子退針的問題。一般包括端子壓接問題和端子裝配問題。
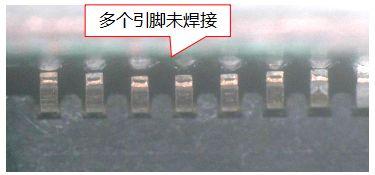
“香蕉”端子是端子壓接過程常出現的問題。是指由于不當壓接導致的端子過度彎曲,使端子的接合區和壓接區的中心線不平行,見圖5。
過度彎曲的程度較輕時會造成插接器的插拔力增大,影響裝配性能;程度嚴重時會導致插接器對插過程中公端子無法插入母端子的有效插入區域,從而造成端子退針。

例如,某汽車廠總裝車間后尾燈與線束對插裝配過程中,曾經出現線束端插接器端子頻繁退針,發生比率為20%,經對問題件分析,發現由于端子的不當壓接,出現部分端子過度彎曲(香蕉端子),從而造成線束端插接器與后尾燈裝配過程中線束端插接器端子退針。對端子壓接調整后,該問題得以解決。
4結論
連接器端子退針的原因包括3個方面:
①端子在護套中的保持力不合格———一般是設計原因、制造原因或使用材料的原因造成的;
②對插干涉———一般是設計原因或制造原因造成的;
③產品應用問題———主要是在產品使用過程中不合適的使用方法造成的。
實際使用時,如果出現端子退針的情況,應先分析形成問題的原因,有針對性地加以解決。










 工商網監
工商網監
評論