 電子發燒友App
電子發燒友App











 創作
創作 發文章
發文章 發帖
發帖  提問
提問  發資料
發資料 發視頻
發視頻資料介紹
激光切割和雕刻以其精度高、視覺效果好等特性,被廣泛運用于廣告業和航模制造業。在大尺寸激光加工系統的開發過程中,加工速度與加工精度是首先要解決的問題。解決速度問題的一般方法是在電機每次運動前、后設置加、減速區,但這會使加工數據總量成倍增加。除此之外,龐大的數據計算量也需要一個專門的高性能處理器來實現。
FPGA(現場可編程門陣列)在并行信號處理方面具有極大的優勢。本系統采用FPGA作為加工數據的執行器件。這種解決方案突出的特點是讓運動控制的處理部分以獨立的、硬件性方式展開,增加系統的性能和可靠性,從而有效地解決了用單純的MCU或DSP系統處理的帶寬限制,以及用戶系統軟件和運動控制軟件混雜性的問題。
當今國內外市場上已經陸續出現類似的FPGA產品,這些產品大多使用FPGA完成從原始數據處理到執行的全部工作。此種結構雖然可以簡化FPGA外部的電路設計,但是由于FPGA做復雜數學計算的能力有限,不能對復雜圖形尤其是不規則圖形做出全面的分析,導致加工速度無法進一步提升。除此之外,這些產品大多采用寫入一條數據、執行一條數據的工作方式,造成了執行相鄰兩條數據間的加工停頓,破壞了加工的流暢性,在加工復雜圖形時還會明顯地影響加工速度。
本系統使用數字信號處理器DSP完成復雜的圖形分析計算,這樣既可以對復雜圖形做出全面的分析又不會喪失系統性能。除此之外,本系統還在FPGA內部采用了雙存儲器交替加工的結構,從根本上消除了相鄰數據間的加工停頓。
1 系統設計
激光加工系統主要是以切割、雕刻等工藝完成對金屬、非金屬的加工。切割是指系統在控制工作頭做矢量運動的同時,配合激光在被加工物體上切割出不同的線條;雕刻是指系統控制激光頭在一定區域內進行往復掃描,以類似打印機的方式在被加工物體上刻出深淺不一的圖案。本系統采用由計算機獲得圖形并傳輸至下位機,由下位機保存圖形并脫機加工的結構。
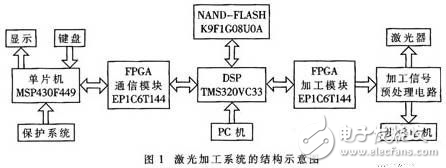
圖1為系統的結構示意圖。在數據傳輸階段,加工數據由計算機通過以太網或并口,以圖名、圖號為標志傳入DSP(TMS320VC33),DSP將數據按協議解析后存入FLASH(K9F1G08U0A)存儲器。在脫機加工階段,DSP將數據從FLASH存儲器重新讀出并進行處理、計算,并將最終的加工數據輸入FPGA(EP1C6T144C8)內部的加工模塊,控制FPGA輸出加工信號。在系統運轉的整個過程中,DSP還要通過建于FPGA內部的通訊模塊和單片機交換數據,獲取有關人機界面和諸如限位開關、激光器散熱水泵等保護器件的工作狀態。
加工信號預處理電路主要由數模轉換器和光電隔離器組成。它負責將FPGA輸出的加工信號進行處理后驅動步進電機和激光器。
2 DSP的軟件設計
2.1 加減速區的分析及計算
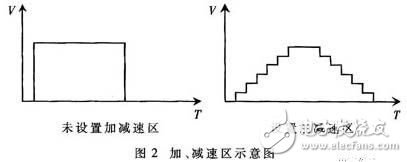
在待機階段,DSP將從計算機取得原始數據。在加工階段,DSP將對這些數據進行分析并合理分配加、減速區域。圖2為加、減速區示意圖。加減速區是用多段幅值較小的速度變化代替一次較大的速度變化。對于大尺寸或高速運動平臺來說,電機的加、減速過程必不可少。由原理可知,兩圖所圍面積大小相等,即工作頭移動距離相等。
在以往的步進電機驅動算法的設計中,大多采用簡單的二次曲線進行速度擬合。此種擬合方式雖然簡單,但在大型運動平臺上并不能夠充分考慮到機械部件間的靜摩擦力和旋轉部件的轉動慣量等因素,其運行效果并不理想。
本系統在加、減速區的計算過程中,通過將速度和加速時間的關系與“S”形曲線進行擬合來得到加速區速度,通過將速度和減速時間的關系與反“S”形曲線進行擬合得到減速區速度。圖3為加、減速區速度-時間擬合曲線,曲線的斜率代表工作頭移動的加速度。從圖3可見,加、減速區所使用的擬合曲線并不相同,減速區曲線更為“陡峭”。這是由于減速過程中受機械系統摩擦力等因素的影響,電機負荷較小,可以承受更快的減速過程。使用“S”形曲線進行擬合的優點主要有:
(1)電機從靜止狀態過渡到行進狀態的過程中,由于各機械部件之間存在靜摩擦力,可使電機較為平緩地啟動,避免了撞擊或丟步現象的發生。
(2)電機進入平穩運行階段時,可以使用較大的加速度進行速度提升。但是,隨著速度的增加,電機的剩余功率將不斷減小,此時應不斷減緩加速進程。
(3)電機從行進狀態過渡到靜止狀態的減速過程中,此種擬合方法可以使電機平穩過渡,避免發生撞擊。
FPGA(現場可編程門陣列)在并行信號處理方面具有極大的優勢。本系統采用FPGA作為加工數據的執行器件。這種解決方案突出的特點是讓運動控制的處理部分以獨立的、硬件性方式展開,增加系統的性能和可靠性,從而有效地解決了用單純的MCU或DSP系統處理的帶寬限制,以及用戶系統軟件和運動控制軟件混雜性的問題。
當今國內外市場上已經陸續出現類似的FPGA產品,這些產品大多使用FPGA完成從原始數據處理到執行的全部工作。此種結構雖然可以簡化FPGA外部的電路設計,但是由于FPGA做復雜數學計算的能力有限,不能對復雜圖形尤其是不規則圖形做出全面的分析,導致加工速度無法進一步提升。除此之外,這些產品大多采用寫入一條數據、執行一條數據的工作方式,造成了執行相鄰兩條數據間的加工停頓,破壞了加工的流暢性,在加工復雜圖形時還會明顯地影響加工速度。
本系統使用數字信號處理器DSP完成復雜的圖形分析計算,這樣既可以對復雜圖形做出全面的分析又不會喪失系統性能。除此之外,本系統還在FPGA內部采用了雙存儲器交替加工的結構,從根本上消除了相鄰數據間的加工停頓。
1 系統設計
激光加工系統主要是以切割、雕刻等工藝完成對金屬、非金屬的加工。切割是指系統在控制工作頭做矢量運動的同時,配合激光在被加工物體上切割出不同的線條;雕刻是指系統控制激光頭在一定區域內進行往復掃描,以類似打印機的方式在被加工物體上刻出深淺不一的圖案。本系統采用由計算機獲得圖形并傳輸至下位機,由下位機保存圖形并脫機加工的結構。
圖1為系統的結構示意圖。在數據傳輸階段,加工數據由計算機通過以太網或并口,以圖名、圖號為標志傳入DSP(TMS320VC33),DSP將數據按協議解析后存入FLASH(K9F1G08U0A)存儲器。在脫機加工階段,DSP將數據從FLASH存儲器重新讀出并進行處理、計算,并將最終的加工數據輸入FPGA(EP1C6T144C8)內部的加工模塊,控制FPGA輸出加工信號。在系統運轉的整個過程中,DSP還要通過建于FPGA內部的通訊模塊和單片機交換數據,獲取有關人機界面和諸如限位開關、激光器散熱水泵等保護器件的工作狀態。
加工信號預處理電路主要由數模轉換器和光電隔離器組成。它負責將FPGA輸出的加工信號進行處理后驅動步進電機和激光器。
2 DSP的軟件設計
2.1 加減速區的分析及計算
在待機階段,DSP將從計算機取得原始數據。在加工階段,DSP將對這些數據進行分析并合理分配加、減速區域。圖2為加、減速區示意圖。加減速區是用多段幅值較小的速度變化代替一次較大的速度變化。對于大尺寸或高速運動平臺來說,電機的加、減速過程必不可少。由原理可知,兩圖所圍面積大小相等,即工作頭移動距離相等。
在以往的步進電機驅動算法的設計中,大多采用簡單的二次曲線進行速度擬合。此種擬合方式雖然簡單,但在大型運動平臺上并不能夠充分考慮到機械部件間的靜摩擦力和旋轉部件的轉動慣量等因素,其運行效果并不理想。
本系統在加、減速區的計算過程中,通過將速度和加速時間的關系與“S”形曲線進行擬合來得到加速區速度,通過將速度和減速時間的關系與反“S”形曲線進行擬合得到減速區速度。圖3為加、減速區速度-時間擬合曲線,曲線的斜率代表工作頭移動的加速度。從圖3可見,加、減速區所使用的擬合曲線并不相同,減速區曲線更為“陡峭”。這是由于減速過程中受機械系統摩擦力等因素的影響,電機負荷較小,可以承受更快的減速過程。使用“S”形曲線進行擬合的優點主要有:
(1)電機從靜止狀態過渡到行進狀態的過程中,由于各機械部件之間存在靜摩擦力,可使電機較為平緩地啟動,避免了撞擊或丟步現象的發生。
(2)電機進入平穩運行階段時,可以使用較大的加速度進行速度提升。但是,隨著速度的增加,電機的剩余功率將不斷減小,此時應不斷減緩加速進程。
(3)電機從行進狀態過渡到靜止狀態的減速過程中,此種擬合方法可以使電機平穩過渡,避免發生撞擊。
下載該資料的人也在下載
下載該資料的人還在閱讀
更多 >
- 基于FPGA和DSP的機載圖形顯示系統 36次下載
- 數控加工刀具及工具系統:數控加工刀具資料下載
- 數控加工刀具及工具系統:數控加工工具系統資料下載
- 使用機器視覺進行無夾具加工數控系統的分析研究 14次下載
- 如何使用FPGA和DSP進行高速數據采集系統設計 20次下載
- DSP和FPGA在大尺寸激光數控加工系統中的運用簡析 1次下載
- 基于DSP和FPGA的大尺寸激光數控加工系統解析 3次下載
- 基于ARM和DSP的可重構數控系統 8次下載
- 基于DSP的自由曲線加工運動控制系統的研究 49次下載
- 基于DSP的機床數控系統設計
- 數控銑床加工實驗
- 數控車床加工實驗
- 數控加工的程序編制
- 數控加工工藝分析
- 數控系統的加工控制原理
- 激光掃描裝配間隙尺寸高精度檢測系統的設計與實現 973次閱讀
- 數控加工中心檢修的方法 3522次閱讀
- 紫外激光切割機結構與原理及其切割PCB加工尺寸與效果 1.1w次閱讀
- 數控加工中心與數控銑床最大的區別 1.4w次閱讀
- 數控加工中心機床有何特點 4672次閱讀
- 數控編程的方法有幾種_數控編程的步驟 4w次閱讀
- 如何提高數控機床零件加工精度 8869次閱讀
- 數控銑床有哪些加工特點 1.3w次閱讀
- 數控機床的定義_數控機床有何優點 4233次閱讀
- 以FPGA為基礎的激光陀螺信號解調系統設計過程詳解 2422次閱讀
- FPGA會取代DSP嗎?FPGA與DSP區別介紹 3.6w次閱讀
- 基于ARM和FPGA的開放性計算機數控系統 995次閱讀
- 基于FPGA和DSP的噴油器霧化粒徑測量系統的設計 1918次閱讀
- 工業機器人應用之激光加工 1432次閱讀
- 基于ARM和FPGA的嵌入式數控系統設計 6184次閱讀

 上傳資料賺積分
上傳資料賺積分下載排行
本周
- 1電子電路原理第七版PDF電子教材免費下載
- 0.00 MB | 1489次下載 | 免費
- 2單片機典型實例介紹
- 18.19 MB | 91次下載 | 1 積分
- 3S7-200PLC編程實例詳細資料
- 1.17 MB | 27次下載 | 1 積分
- 4筆記本電腦主板的元件識別和講解說明
- 4.28 MB | 18次下載 | 4 積分
- 5開關電源原理及各功能電路詳解
- 0.38 MB | 9次下載 | 免費
- 6基于AT89C2051/4051單片機編程器的實驗
- 0.11 MB | 4次下載 | 免費
- 7基于單片機和 SG3525的程控開關電源設計
- 0.23 MB | 3次下載 | 免費
- 8基于單片機的紅外風扇遙控
- 0.23 MB | 3次下載 | 免費
本月
- 1OrCAD10.5下載OrCAD10.5中文版軟件
- 0.00 MB | 234313次下載 | 免費
- 2PADS 9.0 2009最新版 -下載
- 0.00 MB | 66304次下載 | 免費
- 3protel99下載protel99軟件下載(中文版)
- 0.00 MB | 51209次下載 | 免費
- 4LabView 8.0 專業版下載 (3CD完整版)
- 0.00 MB | 51043次下載 | 免費
- 5555集成電路應用800例(新編版)
- 0.00 MB | 33562次下載 | 免費
- 6接口電路圖大全
- 未知 | 30319次下載 | 免費
- 7Multisim 10下載Multisim 10 中文版
- 0.00 MB | 28588次下載 | 免費
- 8開關電源設計實例指南
- 未知 | 21539次下載 | 免費
總榜
- 1matlab軟件下載入口
- 未知 | 935053次下載 | 免費
- 2protel99se軟件下載(可英文版轉中文版)
- 78.1 MB | 537791次下載 | 免費
- 3MATLAB 7.1 下載 (含軟件介紹)
- 未知 | 420026次下載 | 免費
- 4OrCAD10.5下載OrCAD10.5中文版軟件
- 0.00 MB | 234313次下載 | 免費
- 5Altium DXP2002下載入口
- 未知 | 233045次下載 | 免費
- 6電路仿真軟件multisim 10.0免費下載
- 340992 | 191183次下載 | 免費
- 7十天學會AVR單片機與C語言視頻教程 下載
- 158M | 183277次下載 | 免費
- 8proe5.0野火版下載(中文版免費下載)
- 未知 | 138039次下載 | 免費





 工商網監
工商網監
評論