完善資料讓更多小伙伴認(rèn)識你,還能領(lǐng)取20積分哦,立即完善>
標(biāo)簽 > 弧焊
文章:32個 瀏覽:15837次 帖子:0個
焊件坡口及其待焊區(qū)域的鐵銹、油污或其它污物若清理不干凈,在焊接時會產(chǎn)生大量的氣體,而使焊縫產(chǎn)生氣孔。所以焊接時必須嚴(yán)格清理焊件坡口及其待焊區(qū)域的金屬表面。
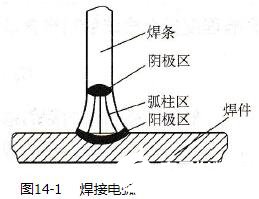
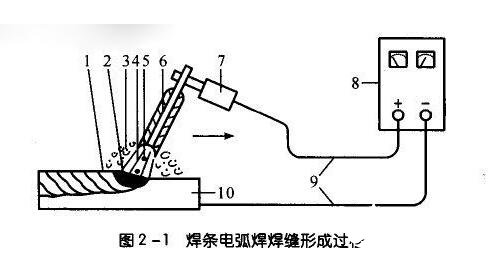
焊條電弧焊是通過焊條引發(fā)電弧,用電弧熱來熔化焊件而實現(xiàn)焊接的一種熔焊方法,它是目前應(yīng)用最多、最普遍的焊接方法。
焊機的電源線必須有足夠的導(dǎo)電截面積和良好的絕緣,且不宜過長。鐵殼開關(guān)的外殼和焊機的接地線均要有足夠的截面積。
成本低焊條電弧焊使用具有下降外特性的弧焊電源及一些簡單工具,設(shè)備結(jié)構(gòu)簡單,便于現(xiàn)場維護、保養(yǎng)和維修;設(shè)備輕,便于移動;設(shè)備使用、安裝方便,操作簡單;投資...
本文主要詳細(xì)介紹了硅弧焊整流器常見故障及排除方法,分別有空載電壓過低、焊接過程中電壓突然降低、焊接電流調(diào)節(jié)失靈、焊接電源不穩(wěn)定。
按輸出電流種類分,有直流、交流和脈沖三大弧焊電源類型。按輸出電流種類進行分類,比較便于選用,它在每一大類中又按其工作原理、結(jié)構(gòu)特征或使用的關(guān)鍵器件不同細(xì)...
焊條電弧焊的工藝參數(shù)_焊條電弧焊的優(yōu)點和缺點
焊條直徑是指焊芯直徑。一般焊條直徑要根據(jù)焊件厚度進行選擇。焊件越厚直徑越大。
碳弧焊是一種焊接方法,其電弧是在不熔化的碳(石墨)電極與工件之間,或在兩個碳電極之間形成的。后一方法是一種變化形式,稱為雙極碳弧焊。另外兩種變化形式(有...
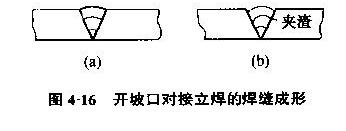
對接立焊除了要控制熔化金屬不下淌外,還要求焊縫保持平直。因此,常采用小直徑焊條和較小的焊接電流,并采用短弧焊接法。
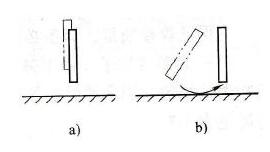
立焊操作方法有兩種:一種是由下向上施焊,稱為向上立焊;另一種是由上向下施焊,稱為向下立焊。目前生產(chǎn)中應(yīng)用最廣泛的是由下向上施焊,在練習(xí)中以此種方法為重點。
焊條直徑的選擇主要取決于焊件厚度、接頭形式、焊縫位置和焊接層次等因素。在一般情況下,可根據(jù)表6-4按焊件厚度選擇焊條直徑,并傾向于選擇較大直徑的焊條。另...
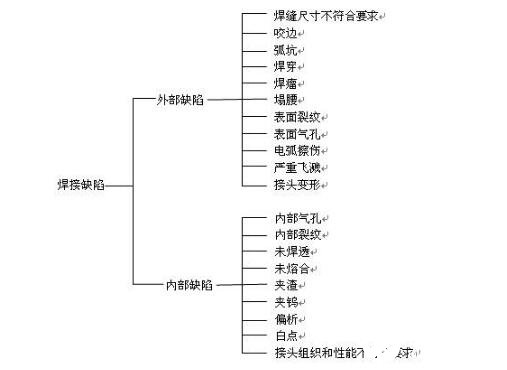
在手工電弧焊中,熄弧是不可避免的,熄弧不好時,形成很淺的熔池,焊縫金屬的密度和強度較差,因此最易形成裂紋,氣孔和夾渣等缺陷。
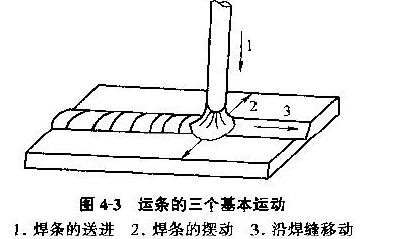
為獲得良好的焊縫成形,焊條需要不斷地運動。焊條的運動稱為運條。運條是電焊工操作技術(shù)水平的具體表現(xiàn)。焊縫質(zhì)量優(yōu)劣、焊縫成形的良好與否,與運條有直接關(guān)系。
 換一批
換一批
編輯推薦廠商產(chǎn)品技術(shù)軟件/工具OS/語言教程專題
| 電機控制 | DSP | 氮化鎵 | 功率放大器 | ChatGPT | 自動駕駛 | TI | 瑞薩電子 |
| BLDC | PLC | 碳化硅 | 二極管 | OpenAI | 元宇宙 | 安森美 | ADI |
| 無刷電機 | FOC | IGBT | 逆變器 | 文心一言 | 5G | 英飛凌 | 羅姆 |
| 直流電機 | PID | MOSFET | 傳感器 | 人工智能 | 物聯(lián)網(wǎng) | NXP | 賽靈思 |
| 步進電機 | SPWM | 充電樁 | IPM | 機器視覺 | 無人機 | 三菱電機 | ST |
| 伺服電機 | SVPWM | 光伏發(fā)電 | UPS | AR | 智能電網(wǎng) | 國民技術(shù) | Microchip |
| Arduino | BeagleBone | 樹莓派 | STM32 | MSP430 | EFM32 | ARM mbed | EDA |
| 示波器 | LPC | imx8 | PSoC | Altium Designer | Allegro | Mentor | Pads |
| OrCAD | Cadence | AutoCAD | 華秋DFM | Keil | MATLAB | MPLAB | Quartus |
| C++ | Java | Python | JavaScript | node.js | RISC-V | verilog | Tensorflow |
| Android | iOS | linux | RTOS | FreeRTOS | LiteOS | RT-THread | uCOS |
| DuerOS | Brillo | Windows11 | HarmonyOS |
關(guān)注我們的微信

下載發(fā)燒友APP

電子發(fā)燒友觀察

版權(quán)所有 ? 湖南華秋數(shù)字科技有限公司
長沙市望城經(jīng)濟技術(shù)開發(fā)區(qū)航空路6號手機智能終端產(chǎn)業(yè)園2號廠房3層(0731-88081133)
電子發(fā)燒友 (電路圖) 湘公網(wǎng)安備43011202000918 工商網(wǎng)監(jiān)
湘ICP備2023018690號-1
工商網(wǎng)監(jiān)
湘ICP備2023018690號-1