 電子發(fā)燒友App
電子發(fā)燒友App


作為紡紗過程中的一道工序,并條介于精梳和粗紗之間。其主要任務(wù)是:并合、牽伸、混合、成條,將生條進一步加工成熟條,以提高棉條質(zhì)量。并條工序是決定棉紡產(chǎn)品質(zhì)量的關(guān)鍵,棉紡并條工序的工藝設(shè)備水平狀況對棉紡產(chǎn)品的影響,越來越引起國內(nèi)外棉紡專家的重視。
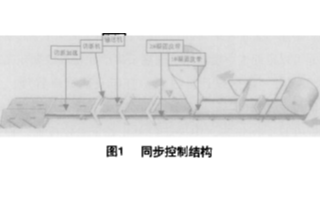
如圖1所示為ASFA306型并條機的工藝過程,并條機機后是導(dǎo)條架,下面每側(cè)各放6個或8個喂入棉條筒1,每側(cè)棉條為一組。棉條經(jīng)由導(dǎo)條羅拉2和給棉羅拉3,進入牽伸裝置4,經(jīng)過牽伸的須條沿前羅拉表面進入弧形導(dǎo)管6,聚攏成條后由緊壓羅拉7壓緊成光滑緊密的棉條,再由圈條盤8有規(guī)律的圈放在輸出棉條筒9內(nèi)。
目前,紡織廠的并條車間都是以人工看管機臺為主,生產(chǎn)線的自動化程度很低,而且紡紗車間具有溫度高、飛絲多、噪聲大等特點,這種惡劣的環(huán)境對人的健康很不利,工作也易疲勞。為了提高生產(chǎn)率和產(chǎn)品質(zhì)量,減輕工人的勞動強度,我院與海安紡機廠合作研制出ASFA-306新型高速并條機,并提出了基于CC-Link總線實現(xiàn)并條生產(chǎn)車間設(shè)備的聯(lián)網(wǎng),構(gòu)造并條生產(chǎn)系統(tǒng)以提高生產(chǎn)的自動化程度。
二、CC-Link網(wǎng)絡(luò)簡介
CC-Link (Control & Communication Link )是一類基于PLC系統(tǒng)的現(xiàn)場總線,是PLC遠程I/O系統(tǒng)向現(xiàn)場總線技術(shù)的發(fā)展和延伸。CC-Link網(wǎng)絡(luò)在實時性、分散控制、與智能機器通信、RAS功能等方面具有最新和最高功能,同時,它可以與各種現(xiàn)場機器制造廠家的產(chǎn)品相連,為用戶提供各廠商設(shè)備的使用環(huán)境。該網(wǎng)絡(luò)滿足了用戶對開放結(jié)構(gòu)與可靠性的嚴(yán)格要求,它具有如下特點:
◆ CC-Link網(wǎng)絡(luò)可以形成高速度及遠距離的應(yīng)用組態(tài),使其能適應(yīng)網(wǎng)絡(luò)的多樣性,
在速率為156bps 時,通信距離可達1200米加中繼器后,通信距離更遠;
◆ 采用普通屏蔽雙絞線,大大降低接線成本,抗干擾能力強;
◆ 具備自動在線恢復(fù)功能,待機主控功能,切斷從站功能,確認連接狀態(tài)功能及
測試和診斷功能,因此,可以構(gòu)成具有高可靠性的網(wǎng)絡(luò)。
◆在CC-Link系統(tǒng)中可以連接下述三種遠程元件:
遠程I/O — 僅僅處理開關(guān)量的現(xiàn)場元件,例如數(shù)字式I/O或氣動閥。
遠程裝置— 能處理開關(guān)量和數(shù)字量的現(xiàn)場元件,例如模擬量I/O、MELSEC-FX系列PLC。
智能化遠程 — 具有CPU 并且能與主站和其它站通訊的現(xiàn)場元件,例如個人電腦。
基于CC-Link的上述特點,我們選定CC-Link作為并條生產(chǎn)系統(tǒng)的現(xiàn)場總線。
三、系統(tǒng)硬件結(jié)構(gòu)設(shè)計
1.系統(tǒng)配置
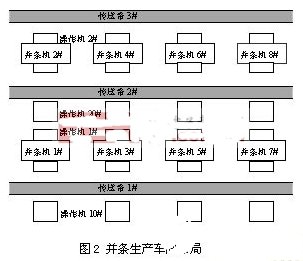
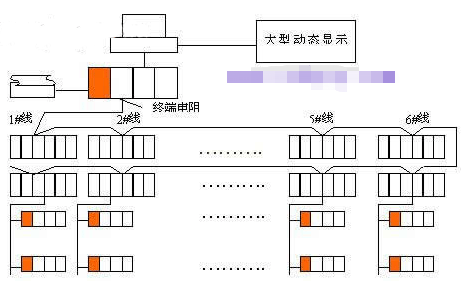
并條工序通常分為頭道并條和二道并條,其中1#、3#、5#并條機完成頭道并條,2#、4#、6#并條機完成二道并條,八節(jié)并條機的生產(chǎn)車間的布局如圖2所示。
對應(yīng)每臺并條機有閥島控制的操作機進行換空筒和推滿筒操作。1#、2#傳送帶用以傳送備用空筒,由變頻器控制其啟停等操作。3#傳送帶用以傳送加工完到下一道工序的滿筒,因其一直在動作,故直接由主站擴展的輸出模塊通過接觸器來控制。
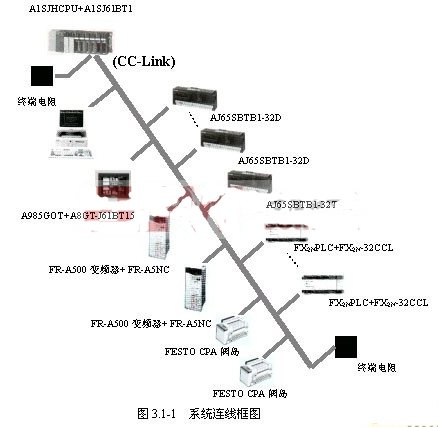
并條生產(chǎn)系統(tǒng)的組成為:1個主通信控制站,8節(jié)FX2N 系列PLC控制的并條機作為遠程裝置站,4個用于傳感器信號輸入的遠程I/O模塊,1個用于故障指示的遠程I/O模塊,8個控制操作機完成換筒操作的閥島,1個人機界面,1臺變頻器以及1臺個人電腦,所有這些模塊都掛在CC-Link總線上。系統(tǒng)連線框圖如圖3所示。
CC-Link網(wǎng)絡(luò)的特點及實現(xiàn)并條生產(chǎn)系統(tǒng)的結(jié)構(gòu)設(shè)計
CC-Link網(wǎng)絡(luò)的特點及實現(xiàn)并條生產(chǎn)系統(tǒng)的結(jié)構(gòu)設(shè)計
配置如下:
主通信控制站:A1SJHCPU+A1SJ61BT11,設(shè)為0#站;
遠程裝置站:FX2N PLC+ FX2N-32CCL,占用2個站;
遠程I/O模塊:AJ65SBTB1-32D,占用1個站;AJ65SBTB1-32T,占用1個站;
FESTO公司CPA閥島,占用1個站;
人機界面:A985GOT+A8GT-J61BT15,占用1個站;
個人電腦:個人電腦+A80BDE-J61BT,占用4個站;
變頻器:FR-A500+FR-A5NC,占用1個站。
2.系統(tǒng)功能
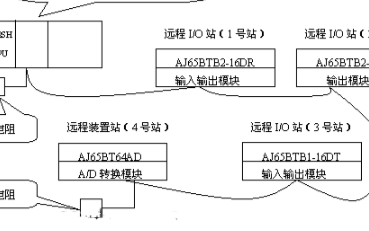
1#遠程I/O模塊AJ65SBTB1-32D作為10#,20#操作機(推空筒用)上光電傳感器以及1#,2#操作機(由閥島控制)的每個氣缸上位置傳感器信號的輸入(8臺并條機共需4個遠程輸入模塊和8個閥島)。當(dāng)2#并條機(由FX2N PLC控制)的喂入棉條筒出現(xiàn)空筒時,由人工將1#并條機的輸出棉條筒搬運來替換空筒,并將空筒搬到2#傳送帶(由變頻器控制)上任意位置處。20#操作機上光電傳感器檢測到前方?jīng)]有空筒時,則以一定頻率啟動變頻器,帶動2#傳送帶運轉(zhuǎn),使空筒到位;否則,傳送帶停止。遠程I/O模塊AJ65SBTB1-32T接有11盞指示燈,作為1-8#操作機和1-3#傳送帶的現(xiàn)場故障顯示。人機界面放置于車間現(xiàn)場,可以隨時監(jiān)視整個車間的運行情況,當(dāng)發(fā)生故障時,分別有相應(yīng)的指示燈加以顯示,并且可以控制整個系統(tǒng)的啟停。同時,可在人機界面上設(shè)定變頻器的啟動頻率和加速時間,并可以對其運行頻率和輸出電壓進行監(jiān)視。個人電腦放置于車間控制室內(nèi),通過CC-Link接口板A80BDE-J61BT13連入系統(tǒng),作為系統(tǒng)中的一個智能站,對車間的生產(chǎn)產(chǎn)量及并條機上各種故障進行實時監(jiān)控和統(tǒng)計,統(tǒng)計結(jié)果以報表(包括日報表、月報表和故障報表)形式輸出。
五、系統(tǒng)的應(yīng)用軟件設(shè)計
系統(tǒng)軟件設(shè)計大致包括以下四個方面:
1.用三菱公司提供的SW5D5-GPPW-E 軟件包進行主站與各分站之間通信程序設(shè)計。
1) 網(wǎng)絡(luò)初始化部分
對整個CC-Link 現(xiàn)場網(wǎng)絡(luò)進行統(tǒng)一規(guī)劃,確定各單元的器件類型、網(wǎng)絡(luò)單元數(shù),各單元所占的站數(shù)、以及各站特性,步驟為:參數(shù)設(shè)置— 刷新— 用緩沖區(qū)內(nèi)參數(shù)進行數(shù)據(jù)鏈接— 寫參數(shù)到E2PROM— 刷新— 用E2PROM內(nèi)參數(shù)進行數(shù)據(jù)鏈接。
2) 順控程序部分
當(dāng)各模塊數(shù)據(jù)鏈接正常時,即調(diào)用相應(yīng)模塊的處理子程序。本系統(tǒng)中共連入25個模塊,分別調(diào)用這25個子程序即可。
2. 用三菱公司提供的SWOPC-FXGP/WIN-C 軟件包在FX PLC上進行控制程序和通信程序設(shè)計。
3.用三菱公司提供的SW4D5-GOTR-PACKE 軟件包進行GOT 畫面設(shè)計,對車間運行情況進行實時監(jiān)控。共設(shè)計5幅畫面,分別為主畫面、1#傳送帶運行畫面、2#傳送帶運行畫面、故障顯示畫面、故障履歷畫面。
4.在個人電腦上用Visual Basic 6.0開發(fā)應(yīng)用程序“并條車間生產(chǎn)管理系統(tǒng)”,利用添加的模塊mmscl32(mdfunc.bas)— 即CC-Link接口板中所帶有的CC-Link通信字庫函數(shù),可以在用戶程序中對元件進行讀/寫,隨時了解車間的生產(chǎn)運行情況,打印各種生產(chǎn)報表。
六、系統(tǒng)特點
該系統(tǒng)主要有以下幾個特點:
1.采用日本三菱公司的原裝A系列可編程控制器(PLC)組成計算機控制系統(tǒng),實現(xiàn)模塊化靈活組態(tài)。產(chǎn)品按照工業(yè)標(biāo)準(zhǔn)設(shè)計,具有高抗干擾性及高可靠性。
2.閥島采用的是FESTO公司的原裝產(chǎn)品,其型號為CPA14。這類閥島采用的模塊式結(jié)構(gòu)可根據(jù)用戶的需要擴充線圈,最大可擴展到22個。并且電磁閥信號和輸入輸出信號在閥島內(nèi)的接線,已由FESTO制作完成,只需加上一個CC-Link通信模塊即可掛入總線。
3.系統(tǒng)采用現(xiàn)場總線結(jié)構(gòu)及CC-Link通信協(xié)議,實現(xiàn)數(shù)字化通訊,功能齊全,人機界面友好,圖示化操作,全中文界面,軟件可根據(jù)用戶要求編制和修改。
4.將個人電腦作為一個智能站掛入總線,使得通信速度和距離都得到提高。并且可以實時監(jiān)控車間運行情況,得到產(chǎn)量信息,打印生產(chǎn)報表。
5.實現(xiàn)兩級報警:當(dāng)發(fā)生故障時,車間現(xiàn)場的工人根據(jù)發(fā)出的聲光報警得知故障源,并且在每臺并條機上也有小型人機界面顯示本臺機上的具體故障;另外,總線上的人機界面A985GT也能給出整個車間內(nèi)相應(yīng)的故障源和提示信息。
6.生產(chǎn)過程半自動控制。由于并條機上的某些故障還必須由人工來排除,如機后斷條,集束器堵棉等,所以目前車間還不能實現(xiàn)全自動化。但由于采用了總線結(jié)構(gòu),整個車間只須1-2個工人即可,減少了人員配置。
7.由于采用氣動換筒裝置,換筒故障率降低,加上總線結(jié)構(gòu),使得系統(tǒng)協(xié)調(diào)性良好。

















 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論