 電子發燒友App
電子發燒友App


冶金生產企業采用計算機進行自動控制和管理。冶金生產過程的自動控制包括對采礦、選礦(見選礦自動化)、冶煉(見高爐自動化、轉爐自動化)、澆鑄(見連鑄自動化)、軋材(見連軋機控制系統)等主體生產過程和供水、電、熱、氧、氣等輔助生產過程的控制。
現代冶金企業采用計算機把生產過程控制和生產管理結合成統一的整體,大大提高了自動化程度。
1.1實時性和確定性
隨著快速以太網與交換式以太網技術的發展,給解決以太網的非確定性問題帶來了新的鍥機,使這一應用成為可能。首先,以太網的通信速率從10M、100M增大到如今的1000M、10G,在數據吞吐景相同的情況下,通信速率的提高意味著網絡負荷的減輕和網絡傳輸延時的減小,即網絡碰撞幾率大大下降。其次。采用星型網絡拓撲結構代替總線型結構,交換機將網絡劃分為若干個網段。以太網交換機由于具有數據存儲、轉發的功能,使各端口之間輸入和輸出的數據幀能夠得到緩沖,不再發生碰撞;同時交換機還可以對網絡上傳輸的數據進行過濾,使各個網段內節點問數據的傳輸只限在本地網段內進行,而不需經過主干網,也不占用其他網段的帶寬,從而降低了所有網段和主干網的網絡負荷。
再次,全雙工通信又使得端口間兩對雙絞線(或兩根光纖)上分別同時接收和發送報文幀,也不會發生沖突。因此,采用交換式集線器和全雙工通信,同時網絡上的沖突域不復存在(全雙工通信),或碰撞幾率大大降低(半雙工),因此,以太網通信確定性和實對性大大提高。
1.2穩定性和可靠性
以太網進入工藝控制領域的另一個主要問題是,它所用的接插件、集線器、交換機和電纜等均是為商業領域設計的,商用網絡產品不能應用在有較高可靠性要求的惡劣工業現場環境中,因而需要針對較惡劣的工業現場環境(如冗余直流電源輸入、高溫、低溫、防塵等)來設計工業以太網。
隨著網絡技術的發展。上述問題正在迅速得到解決。為了解決在不間斷的工業領域應用,在極端條件下網絡也能穩定工作的問題,美國Synergetic微系統公司和德國Hirschmann、JetterAG等公司專門開發和生產了機架導軌式集線器、交換機產品,安裝在標準DIN導軌上,并由冗余電源供電,接插件采用牢固的DB29結構。現在已經出現了特別設計用于連接工業應用中具有以太網絡接口的工業設備(如PLC、HMI、DCS系統等)。
此外,在實際應用中,主干網可采用光纖傳輸,現場設備的連接則可采用屏蔽雙絞線,對于重要的網段還可以采用冗余網絡技術,以此提高網絡的抗干擾能力和可靠性。
2.冶金自動化控制系統的體系結構
按照目前流行的自動化體系結構,典型的冶金自動化系統按功能層次可分為基礎自動化系統、過程控制系統、生產管理控制系統、企業信息化系統4個層面。
2.1基礎自動化系統
以PLC、DCS、工業控制計算機為代表的計算機控制,是以對現場級設備的控制。在基礎自動化系統中,目前南PLC控制仍占主要地位:在冶金流程中,基礎自動化控制系統又是關鍵的部分。它沒計的好壞直接影響到整個控制系統。
2.2過程控制系統
冶金流程在線連續檢測和監控系統。采用新型傳感器技術、光機電一體化技術、軟測量技術、數據融合和數據處理技術、冶金環境下可靠性技術,以關鍵工藝參數閉環控制、物流跟蹤、能源平衡控制、環境排放實時控制和產品質量全面過程控制為目標。實現冶金流程在線檢測和監控系統。
2.3生產管理控制系統
冶金流程的全息集成。實現鐵一鋼一軋橫向數據集成和相互傳遞,實現管理→計劃→生產→控制縱向信息集成。同事整合生產實時數據和關系數據庫為數據倉庫,采用數據挖掘技術,提供生產管理控制的決策支持。
2.4企業信息化系統
企業信息集成到行業信息集成。信息化的目的之一是實現信息共享,在有效競爭前提下趨利避害,在企業信息系統的編碼體系標準化、企業異構數據/信息集成基礎上,進一步實現協作制造企業信息集成,全行業信息網絡建設及宏觀捌控信息系統,直軍全球行業信息網絡建設及宏觀調控信息系統。
3.自動化控制系統的網絡結構和一絡通訊
3.1自動化控制系統的網絡結構
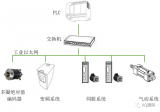
從現場級到生產控制級,再到公司管理層網絡結構可采用多種不同類型的網絡來設計,目前用到zui多的就是工業以太網現場級大多采用西門子的Profibus網絡,不過西門子的Profinet網絡(是把以太網和Profibus結合于一體)是新開發的一種現場級網絡。在將來會逐步代替Profibus網絡,而現場級以上的三層控制系統大都采用以太網。
以太網在自動化控制系統中扮演著很重要的角色。基礎自動化系統中的現場級網絡采用Profibus(使用zui為廣泛)或Profinet是目前zui流行和實用的兩種網絡。但是Profinet網絡比Profibus網絡優越很多,因為Profinet就是基于以太網的,因此,Profinet是后來追上。
現場級以上的控制系統采用工業以太網,每一級的工業以太網都可以是采用不同的結構如:環形結構,樹形結構等。所有以太網接口的設備都可以通過交換饑、集線器和路由器等連接到以太網網絡之中。為了保證網絡暢通和系統的穩定性和可靠性,建議所有的控制系統采用環形網絡或者做冗余系統。
3.2自動化系統的以太網網絡通訊
3.2.1PLC與PLC之間的以太網通訊
這里以西門子S7-3001400系列的PLC為例。PLC之間可采用S7通訊、S5—兼容通訊(包括ISO協議、TCP議、ISO—on-TCP協議等),下面介紹幾種常用的通訊方法。
所需硬件:2套S7-300系統(包括電源模塊PS307、S7-300PLC、以太網通訊模塊CP343—1)、PC機、以太網通訊網卡CP1613以及連接電纜。所需軟件:STEP7。
①S7通訊
使用STEP7軟件進行硬件組態和網絡組態(建立S7連接)以及編寫通訊程序。如果選擇雙邊通訊要在PLC雙方都編寫通訊程序。S7-300PLC調用函數FB12、FB13進行通訊。S7-400調用函數SFB12、SFB13來進行通訊;如果選擇單邊通訊只在主動方編寫通訊程序,S7-300PLC調用FB14、FB15進行通訊。S7-400調用函數SFB14、SFB15來進行通訊。
②TCP通訊
使用STEP7軟件進行硬件組態和網絡組態(建立TCP連接)以及編寫通訊程序。PLC雙方都編寫通訊程序。S7-300PLC調用函數FC5、FC6進行通訊,S7-400調用函數FCSO、FC60來進行通訊。
③ISO通訊
使用STEP7軟件進行硬件組態和網絡組態(建立ISO連接)以及編寫通訊程序。PLC雙方都編寫通訊程序,S7-300PLC調用函數FC5、FC6進行通訊,S7-40o調用函數FC50、FC60來進行通訊。
以上三種通訊方式的操作方法基本一致,只有在建立連接時選擇各自的協議即可。
3.2.2PLC與HMI之間的以太網通訊
由于上位機監控軟件種類繁多,PLC與HMI之間的通訊也就種類繁多。不同的上位機監控產品可能與PLC的通訊協議不相同。但大多監控軟件都有一個共同的標準接口:OPC接口,因此PLC與HMI之間的以太網通訊大多都可采用OPC進行通訊。除此之外,用戶還可以使用VC、VB等編程軟件開發一些簡單的監控界面與西門子PLC直接進行TCP通訊。
①OPC通訊
所需硬件:1套S7-3o0系統(包括電源模塊Ps307、S7-300PLC、以太網通訊模塊CP343—1),PC機,以太網通訊網卡CP1613以及連接電纜。所需軟件:STEP7、SIMATICNET6.3f提供虛擬Pc機和對Pc站的參數設置)、組態王以太網通訊實現:使用STEP7軟件進行硬件組態和網絡組態以及使用HIMATICNET進行虛擬PC機組態。在SIMATICNET軟件提供的OPCSCOUT中建立所需變量并添加到列表中查看其質量戳,如果為good,說明配置成功;如果為bad,說明配置失敗。在上位機監控軟件中建立OPC通訊接口,并建立外部變量。在變量的連接設備中選擇建立的OPC接口,在變量的寄存器中選擇在OPCSCOUT處所建立的變量,這樣就通過OPC接口實現了PLC與上位機監控軟件HMI之間的通訊。如果在不使用上位監控軟件時還可以通過使用VC、VB編寫的應用程序讀寫OPCSCOUT里建立的變量來實現。
②通過VB編寫的應用程序與西門子PLC的TCP/IP通訊中,所需硬件:1套S7-300系統(包括電源模塊PS307、S7-300PLC、以太網通訊模塊CP343—1),PC機、普通計算機以太網通訊網卡以及連接電纜。所需軟件:STEP7、VB。
以太網通訊實現:使用STEP7軟件進行硬件組態和網絡組態(建立TCP連接)以及使用SIMATICNET進行虛擬PC機組態。(建立TCP連接)編寫通訊程序,在PLC一方編寫通訊程序,S7—300PLC調用函數FC5、FC6進行通訊,S7-400調用函數FC50、FC60來進行通訊,在HMI一方用VB編寫通訊程序,采用Winsock控件來實現。
工業以太網中的網絡結構和網絡通訊是自動化控制系統中的核心部分,因此對予每一個自動化控制系統來說網絡結構和網絡通訊的設計是否理想,直接決定該系統性能的好壞。由于工業以太網技術展示出來“一網到底”的工業控制信息化美景,即它可以一直延伸到企業現場設備控制層,所以被人們普遍認為是未來控制網絡的zui佳解決方案,工業以太網已成為現場總線中的主流前沿技術。
責任編輯:ct









 工商網監
工商網監
評論