 電子發(fā)燒友App
電子發(fā)燒友App


1.?纖維增強復合材料在性能和比重上的優(yōu)勢分析
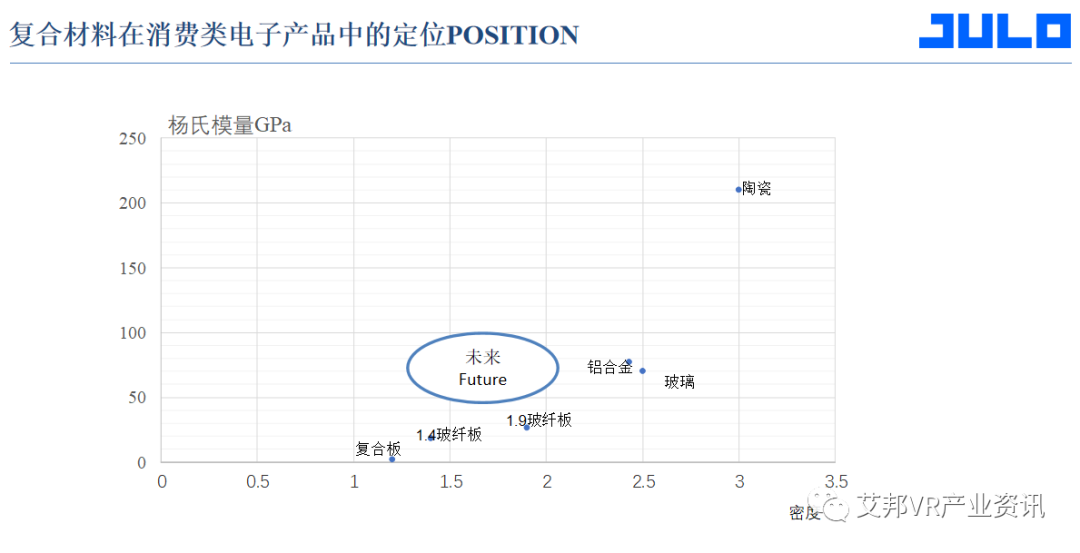
復合材料在消費類電子產品中的定位可以根據楊氏模量及密度兩個維度來進行探討。楊氏模量是應力應變曲線的斜率,楊氏模量越高,表示材料發(fā)生形變需要的力越大,材料的剛性越好,也意味著在相同強度下材料可以做到更薄;密度影響材料的比重,密度越低,重量就越輕。
目前應用在手機后蓋上的材料主要有四種:板材、玻璃、陶瓷和玻纖。
板材:就是塑料或塑膠,目前在后蓋應用中占有7成以上的份額。板材的比重最小,模量最低。用塑料做成的后蓋最輕,但強度不夠高。
玻璃:玻璃較板材高端一些,介于板材和陶瓷之間,密度2.5g/cm3,模量大概為70GPa。
陶瓷:陶瓷較玻璃更高端一些。楊氏模量大概為200+GPa,比板材高出兩個數(shù)量級,強度很高,但陶瓷比重也最高。
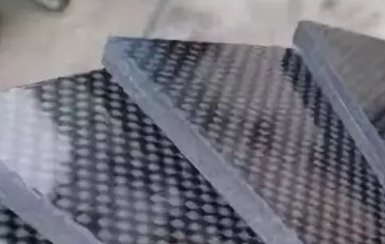
纖維增強復合材料:以Meta 60全系后蓋采用的玻纖復合材料為例,玻纖楊氏模量和密度介于板材和玻璃之間。常規(guī)玻纖板比重為1.9-2.0g/cm3,模量大概為30GPa;輕質玻纖板密度可低至1.4g/cm3,模量大概為20GPa,是聚龍高科未來在消費電子領域開發(fā)的重點,符合消費類市場對輕薄結構件的需求。
材料迭代背后的邏輯是熱力學第二定律:一切孤立體系都是朝著熵增加的方向去發(fā)展。熵表示體系的混亂程度,體系的混亂程度越高,它的熵值越高,復雜程度越高。聚龍高科目前主要生產板材后蓋,如PMMA+PC,將兩種聚合物通過共混的工藝,可以實現(xiàn)高于單一材料的性能。為進一步提升聚合物性能,聚龍高科將纖維材料與聚合物共混,如PA6+短纖后,模量能實現(xiàn)大幅度提升,從3Gpa提升到15.8GPa,甚至23GPa;將短纖換成碳纖后,可以提升到55GPa,模量接近金屬材料。
以碳纖復合材料為例,復合材料和傳統(tǒng)金屬材料相比,具有以下特性:
(1)質輕
常見的輕質金屬材料里,鎂合金密度是1.8g/cm3,鋁合金2.7g/cm3,鈦合金4.5g/cm3。纖維增強聚合材料一般密度都在2g/cm3以下,如碳纖增強復合材料是1.5g/cm3,玻纖是1.4g/cm3,芳綸纖維為1.3g/cm3。
(2)熱膨脹系數(shù)低
熱膨脹系數(shù)是指升高單位溫度,材料的相對膨脹率。熱膨脹系數(shù)越低說明產品的尺寸穩(wěn)定性越好。
(3)高剛性
復合材料的比強度、比模量超過普通的金屬。
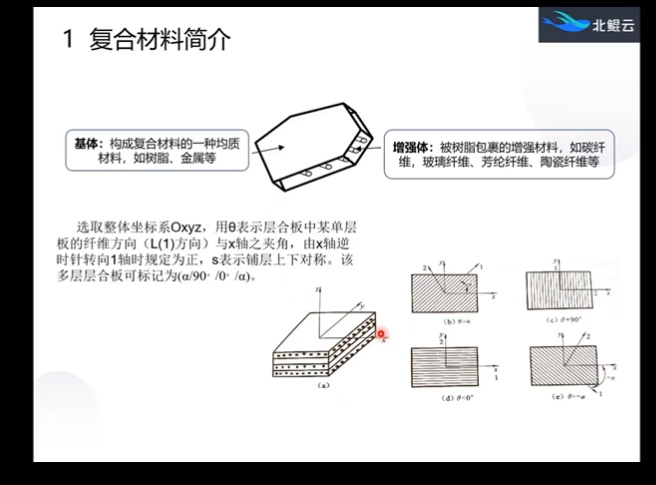
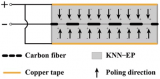
(4)各向異性
纖維在取向方向上有強度和模量的優(yōu)勢,但在垂直方向上會比較差。一般會通纖維疊層來彌補這項缺點,比如將纖維制成纖維布,通過縱橫交錯的結構,實現(xiàn)橫向和縱向的性能一致。
2.?常見纖維原材料與纖維制造工藝
(1)玻璃纖維
玻纖的制造工藝包括噴絲、捻紗、整經、織布幾個步驟:
首先把玻璃加熱熔化,熔化后經過特殊的漏板拉成絲,再將絲拉伸、定型、取向,形成玻纖,單根的絲比較脆,需要將幾根絲攪成線或紗,然后將其做成織物,通過橫向縱向的排列形成布。聚龍高科常見的玻纖規(guī)格包括:2116 厚度為0.09 mm;1080厚度大概是0.05mm;7628 厚度?0.175 mm。
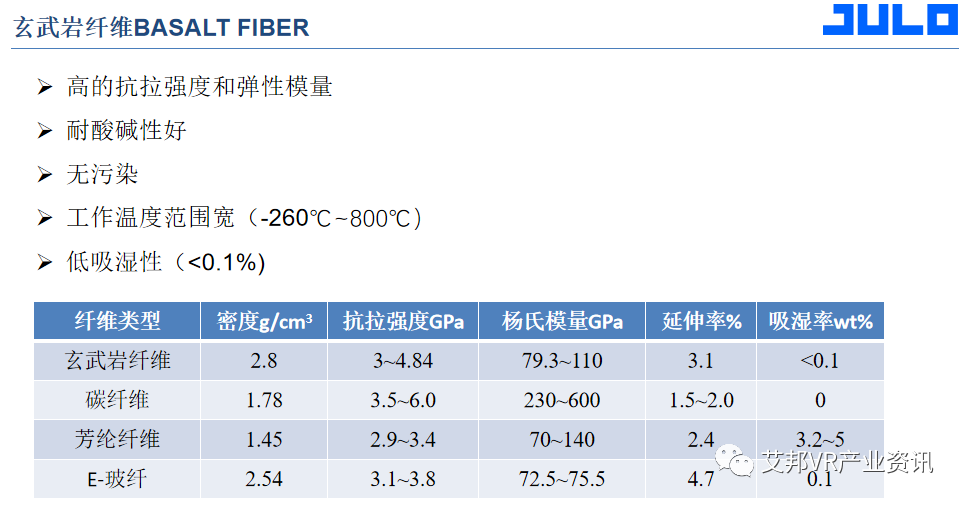
(2)玄武巖纖維
玄武巖纖維與玻纖的制造工藝相同,區(qū)別在于原材料。玄武巖是火山噴發(fā)冷卻后形成的,原始形態(tài)是礦石。玄武巖纖維在模量、強度和耐溫性上高于玻纖。
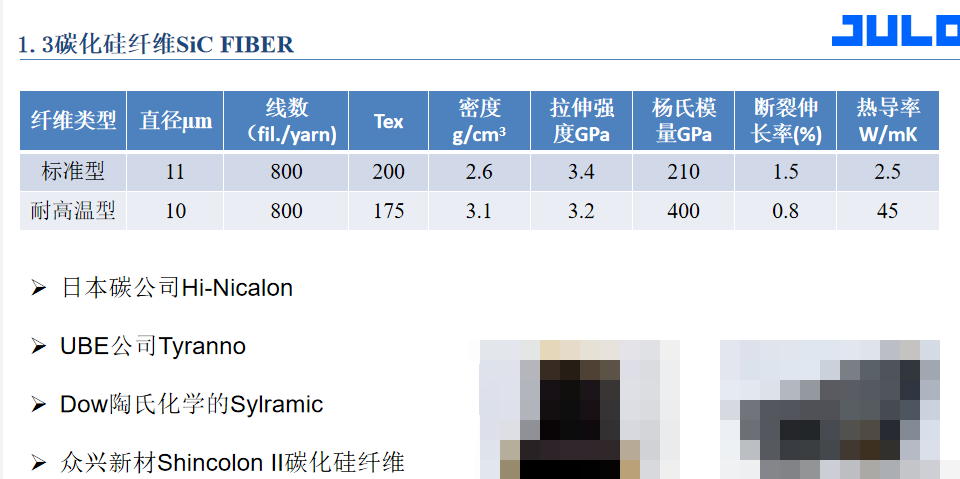
(3)碳化硅纖維
碳化硅纖維是陶瓷纖維的一種,模量最高可以做到400GPa,相當于玻纖的10倍。
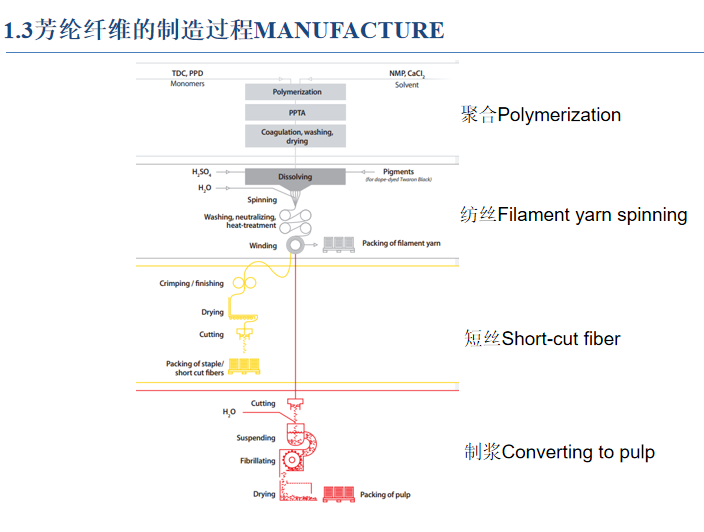
(4)芳綸纖維
芳綸纖維是工業(yè)領域應用比較多的聚合物纖維,與上述3種無機纖維不同,聚合物纖維需要經過聚合形成聚合物,再通過熔融紡絲或溶液紡絲制成絲,再通過織布等工藝制成織物。芳綸纖維的優(yōu)勢在于比重小、模量高、韌性好,芳綸纖維密度為1.4g/cm3,模量與玻纖相當或超過玻纖。
總的來說,玻纖的優(yōu)勢是性價比最高;芳綸纖維在密度或者在模量上面都有優(yōu)勢;碳纖強度、模量最高;玄武巖纖維相對來說比較綜合。
3.?復合材料的制備工藝及案例
纖維如何跟樹脂進行復合?聚龍高科有兩個工藝路線。
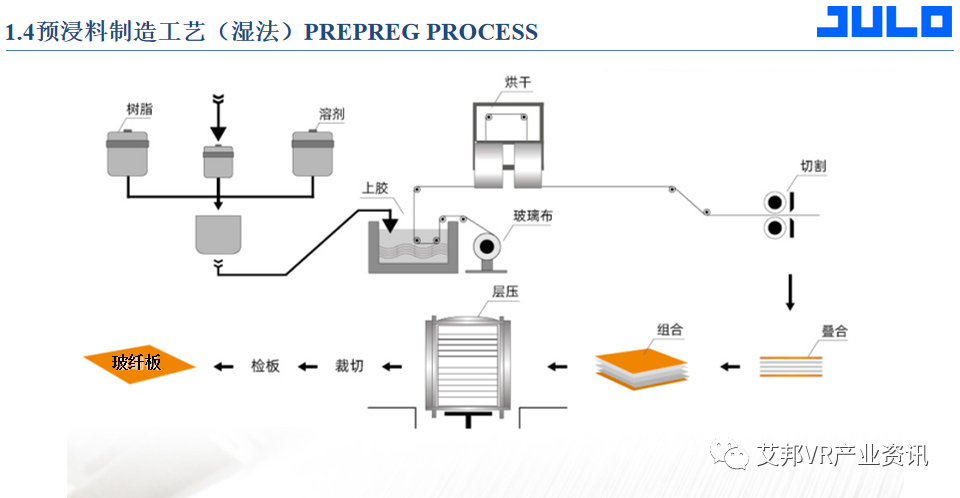
(1)預浸料制造工藝(濕法)
例如將玻纖跟環(huán)氧樹脂復合,首先需要用溶劑把環(huán)氧樹脂溶解;然后再將玻纖布浸泡到環(huán)氧樹脂里面,類似于浸膠;浸膠之后把溶劑揮發(fā),形成半成品,叫半固化片;將半固化片進行組合疊合,層壓后裁切、檢板形成玻纖板。
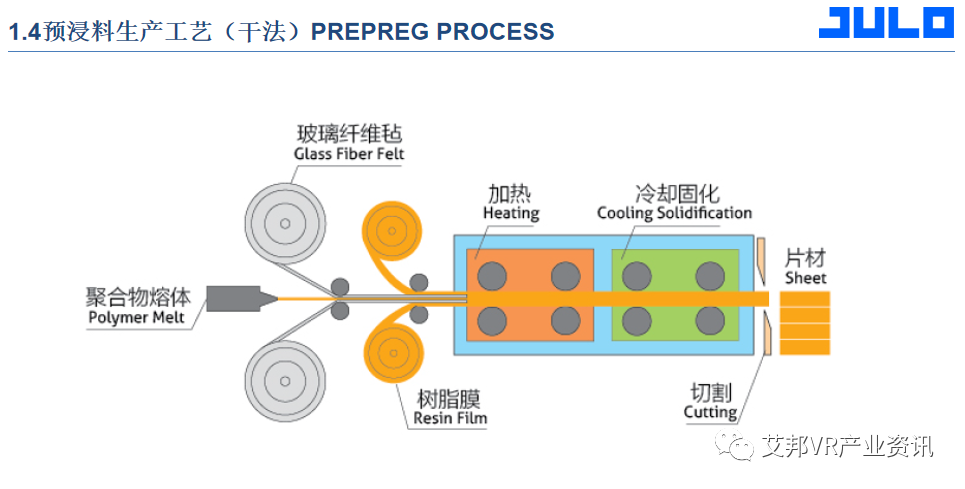
(2)預浸料生產工藝(干法)
例如將熱塑性PC和環(huán)氧樹脂、玻纖復合。首先將PC 高溫熔融形成流體,相當于液體,與玻纖復合;再將復合后的玻纖氈與樹脂膜加熱復合,形成半成品。然后將半成品進行模壓,類似于熱壓機的原理,機器上面有兩個熱板,然后做一套模具,把材料放在模具里面,給予一定的壓力、溫度,讓樹脂固化成型。
4.?玻纖的后蓋成型工藝
(1)玻纖A面工藝

(2)玻纖貼皮

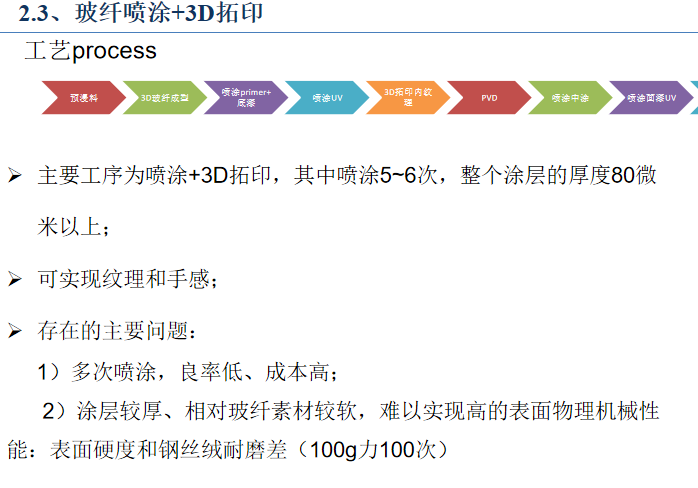
(3)玻纖噴涂+3D拓印
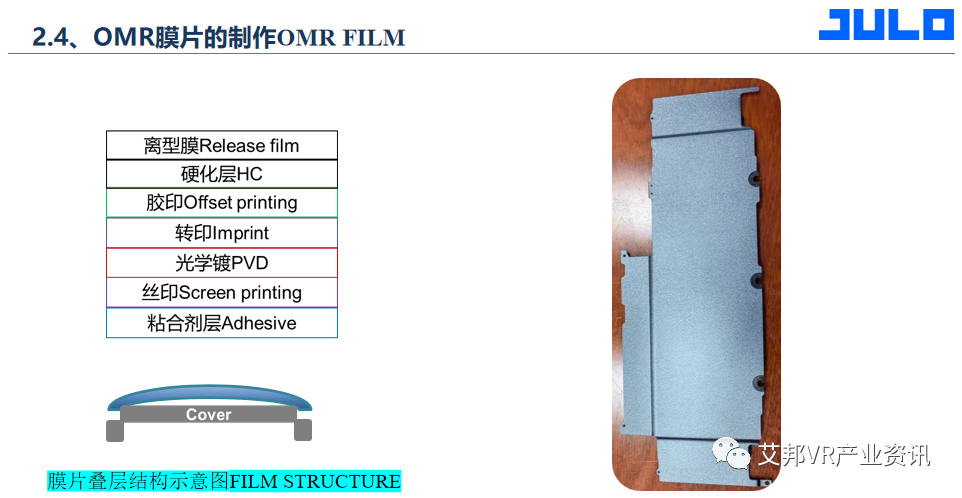
(4)OMR工藝,實質上是外裝飾膜貼合工藝原理

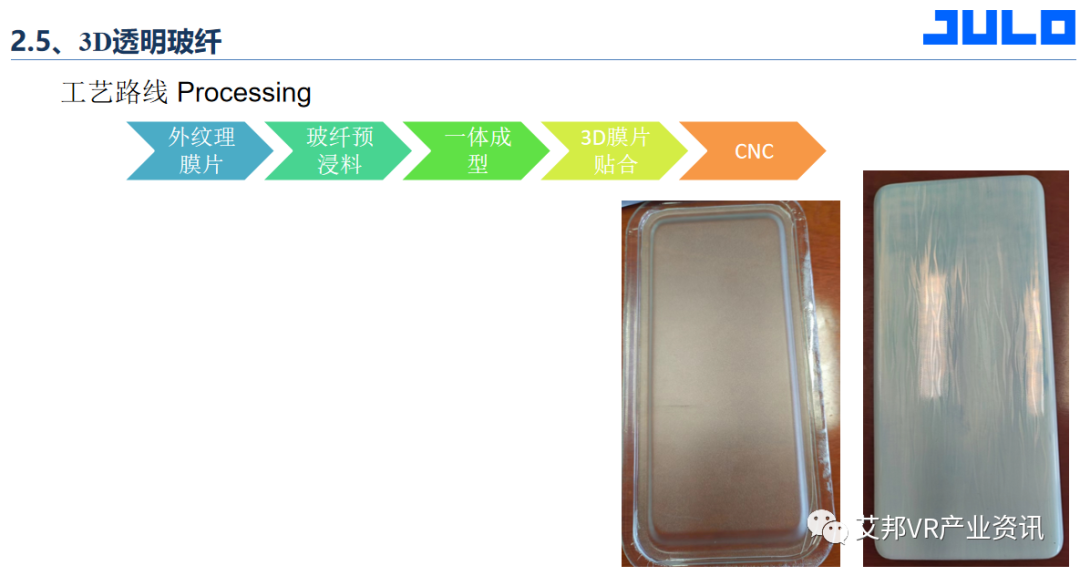
(5)3D透明玻纖
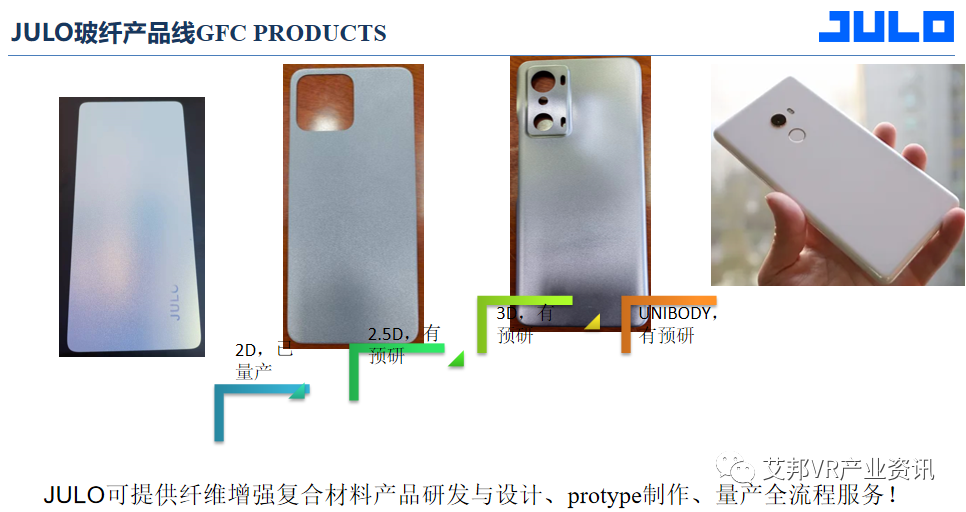
目前,聚龍高科可以提供2D、2.5D、 3D 及UNIBODY后蓋工藝,可以從研發(fā)設計,到手板制作,到量產全制程服務終端客戶。
5.?聚龍高科三大核心業(yè)務與核心競爭力
(1)三大核心業(yè)務
紋理模具——以PET/PC片材為基材,不同的微、納米槽形結構設計,會產生不同質感、美輪美奐的光學效果,以提高產品品質和用戶體驗。
復合板——使用PC+PMMA復合板材,配合3D微結構設計,在滿足手機整體質感外觀的同時,解決玻璃機身易碎問題,極大提高手機抗摔能力。
3D膜片——適用于消費電子產品,如手機等產品的外觀裝飾,可用于3D玻璃貼合,通過表面的3D微結構設計表達絢麗色彩效果。
(2)核心競爭力
紋理設計——少數(shù)具備從微納結構設計到加工能力的單位;極富經驗的設計團隊;國際最先進的顯微光刻系統(tǒng)
工藝創(chuàng)新——具備高壓模具設計開發(fā)能力;開模周期:5WDs;模具精度±0.03mm;1出8模具設計;卷對卷的工藝開發(fā);復合紋理研發(fā)
材料研究——材料Know-How研究;失效過程材料分析;新材料的開發(fā)與導入;新工藝的開發(fā);新產品的開發(fā);
一站式交付——同時具備3D膜片和復合板的設計制造能力;全制程覆蓋;具備膠印、厚納米PVD等尖端工藝能力;3D膜片L/T:5WDs復合板L/T:7WDs玻纖板L/T: 7WDS
審核編輯:黃飛




















 工商網監(jiān)
工商網監(jiān)
評論