電阻器的主要技術參數
我們要根據電路圖的要求去選用電阻,就必須了解電阻的主要指標。
1、標稱阻值及允許誤差
即電阻器表面所標的阻值。阻值的單位是歐姆,單位符號用希臘字母Ω表示。通常還使用比歐姆更大的單位有千歐(KΩ)和兆歐(MΩ),它們之間的換算關系是: 1MΩ=1000 KΩ=1000000Ω。
電阻的標稱阻值,往往和它的實際阻值不完全相符。有的阻值大一些,有的阻值小一些。電阻的實際阻值和標稱阻值的偏差,除以標稱阻值所得的百分數,叫做電阻的允許誤差。常用電阻允許誤差的等級有Ⅰ級(±5%)、Ⅱ級(±10%)、Ⅲ級(±20%)。誤差為±2%、±1%、±0.5%……的電阻稱為精密電阻。
電阻器上的“標稱阻值和允許誤差”的表示方法常用的是色環法。
色環法就是用顏色表示元件的“標稱阻值和誤差”并直接標志在產品上的方法。一般由四道色環或五道色環來表示它的“標稱阻值和誤差”,各種顏色代表不同的數值,色環顏色所代表的數字或意義見下表。現在常用的固定電阻器都用色環法來表示它的“標稱阻值和誤差”。
電阻色環標示:
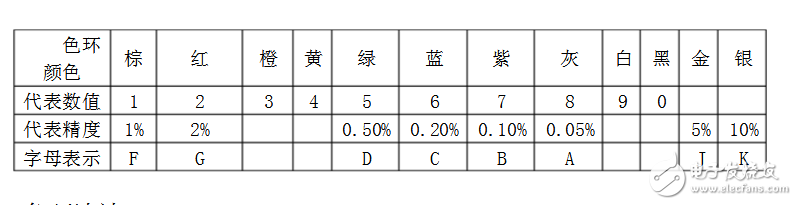
色環讀法:
四環電阻:前兩位為有效值,第三位表示10的幾次冪,第四位表示精度。 五環電阻(高精度電阻):前三位為有效值,第四位表示10的幾次冪,第五位表示精度。
色環電阻第一環的確定
四環電阻:因表示誤差的色環只有金色或銀色,色環中的金色或銀色環一定是第四環。
五環電阻(此為精密電阻):
(1)從阻值范圍判斷:因為一般電阻范圍是0-10M,如果讀出的阻值超過這個范圍,可能是第一環選錯了。
(2)從誤差環的顏色判斷:表示誤差的色環顏色有銀、金、紫、藍、綠、紅、棕。如里靠近電阻器端頭的色環不是誤差顏色,則可確定為第一環。
數字標示法:(常用于貼片電阻)
例如:4R7就是4.7歐,這里R就表示小數點。
示例
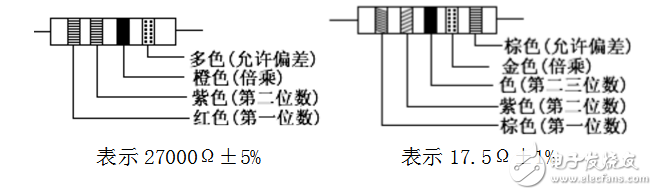
1)在電阻體的一端標以彩色環,電阻的色標是由左向右排列的,圖1的電阻為27000Ω±0.5%。
2)精密度電阻器的色環標志用五個色環表示。第一至第3色環表示電阻的有效數字,第4色環表示倍乘數,第5色環表示容許偏差,圖2的電阻為17.5Ω±1%
在電路圖中電阻器和電位器的單位標注規則
阻值在兆歐以上,標注單位M。比如1兆歐,標注1M;2.7兆歐,標注2.7M。
阻值在1千歐到100千歐之間,標注單位k。比如5.1千歐,標注5.1k;68千歐,標注68k。 阻值在100千歐到1兆歐之間,可以標注單位k,也可以標注單位M。比如360千歐,可以標注360k,也可以標注0.36M。
阻值在1千歐以下,可以標注單位Ω,也可以不標注。比如5.1歐,可以標注5.1Ω或者5.1;680歐,可以標注680Ω或者680。
電阻的額定功率
當電流通過電阻的時候,電阻因消耗功率而發熱。電阻器所能承受的發熱是有限度的,如果電阻器上所加的電功率大于它所能承受電功率時,電阻器就會燒壞。電阻長時間工作時允許消耗的最大功率叫著額定功率。
同標稱阻值一樣,電阻的額定功率也有標稱值,通常有1/8、1/4、1/2、1、2、3、5、10瓦等。“瓦”在電路中用字母“W”表示。在電路圖中,用附圖1.3.5所示的符號來表示電阻的額定功率。額定功率越大,電阻器的體積越大。
電阻器的質量檢測
電阻器的質量好壞是比較容易鑒別的。對新買的電阻器先要進行外觀檢查,看外觀是否端正、標志是否清晰、保護漆層是否完好。然后可以用萬用表的電阻檔測量電阻器的阻值,看其阻值與標稱阻值是否一致,相差之值是否在電阻器的允許誤差范圍之內。
用萬用表測量電阻器阻值的步驟如下:
1、機械調零。觀察萬用表的指針是否指示在電壓刻度線的“0”處,如果不在就用“一”字起調節機械調零旋鈕使指針指示在電壓刻度線的“0”處。
2、選擇量程。把萬用表的量程選擇開關旋到歐姆檔的適當量程,以使測量時的指針處于刻度線的中間區域為宜。 3、歐姆調零。把萬用表的兩根測試表筆相接,旋轉歐姆調零旋鈕使指針指示在歐姆刻度線的“0”的位置。注意:每次換歐姆檔量程時均應重新歐姆調零。
4、測量并正確讀數。測量時不要用手碰表筆的金屬桿和電阻的兩根引線檢測電位器的質量時,先用萬用表測量電位器1~3端的總阻值,看是否在標稱范圍內,如附圖1.3.6所示;再將萬用表表筆接于1~2端或2~3端間,同時慢慢地旋動電位器的軸,看萬用表的指針是否連續、均勻地變化。如變化不連續(跳動)或變化過程中電阻值不穩定,則說明內部接觸不良;然后測量電位器開關4~5端是否起作用,接觸是否良好。
電阻器的焊接
要完成電阻的焊接,首先要將電阻插裝到電路板上。根據所焊電阻的兩個焊盤的間距,來確定插裝的方式,對于常用的1/4瓦的電阻,焊盤的間距在5mm以下的宜采用立式插裝,焊盤間距在5mm以上的宜采用臥式插裝。
為了方便查看電阻的參數,立式插裝時一般將色環電阻的第一道色環置于上端,臥式插裝時一般將色環電阻的第一道色環置于左方或前方。
然后采用送錫焊接法完成焊接過程,剪去多余的引線,并檢查焊接質量。