 電子發燒友App
電子發燒友App


?
1 引言
鋰電池極片壓延輥壓機如圖片1所示。壓延鋼棍把薄厚不均的電池極片卷材經過壓軋制得高密度均質級片材料,提高電池的容量。在壓延鋼輥的兩側分別有一個控制“斜鐵”的伺服系統,“斜鐵”的作用是控制軋輥的位置,是保證軋制工藝的基礎。根據軋輥位置調整軋制液壓,控制軋輥在極片上面的軋制壓力值。傳統的 “斜鐵”是采用步進電機伺服系統控制方式,控制精度受到限制,極片上面的壓力完全靠人工經驗來判斷和實現液壓調整。
2 系統設計
整個機器的工作是控制張力的收放卷流程。關于收放卷橫張力控制部分采用臺達BW系列變頻器,已經測試成功,本文著重介紹20PM運動控制器應用部分。
2.1 工藝技術指標
(1)保持極片在收卷的過程中保持張力恒定。
(2)保證斜鐵走位的準確,壓力給定的準確。
(3)最高線速度為30米/分,最低線速度為0米/分。
2.2 系統原理設計
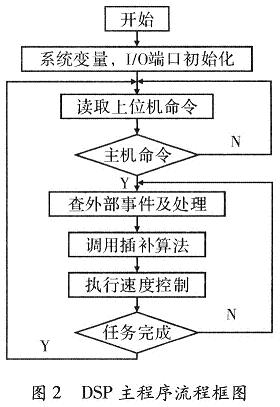
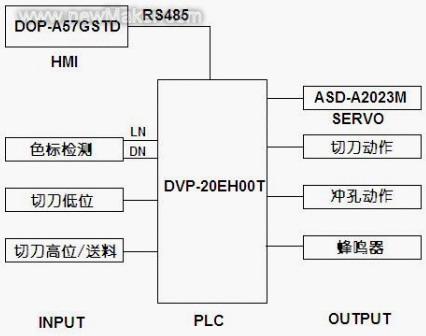
極片壓延輥壓機自動化系統基于臺達機電技術平臺。配套PLC包括主機DVP16EH00T2和擴展模塊DVP-20PM00D;DVP04AD-H2;DVP04DA-H2;DVP08SN。觸摸屏人機界面DOP-A10THTD。系統架構如圖2所示。
PLC控制器DVP16EH00T2主要是實現對從站模塊的控制,通過自身的數字量的點和20PM所帶的數字量點實現對收卷、放卷、報警、整機啟動、整機停止、切邊、糾偏控制器等多個點的控制。DVP-20PM00D運動控制器完成對兩軸伺服“斜鐵”的精確控制,模擬量模塊是實現液壓部分電壓信號的采集,然后通過PLC處理后再輸出控制。
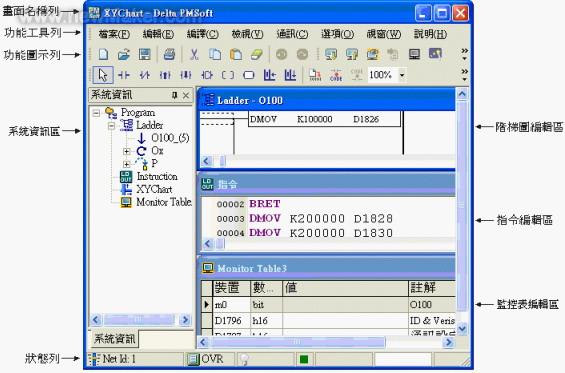
2.3運動控制模塊簡介
臺達DVP-20PM00D運動控制擴展模塊的最大特點是直接提供電子凸輪功能,或者說DVP-20PM00D是內置電子凸輪功能的PLC,所以有些場所直接稱呼DVP-20PM00D為臺達20PM運動控制器。選擇20PM的原因就是因為20PM是專用的運動控制模塊,這塊模塊不但同時可以控制雙伺服,而且有雙手搖輪輸入,并且模塊本體還帶有8入8出的數字量控制點等諸多因素,這樣可以大幅度提升產品在市場上的競爭能力。
臺達DVP-20PM00D采用高速雙CPU結構形式,利用獨立CPU處理運動控制算法,可以很好地實現各種運動軌跡控制、邏輯動作控制,直線/圓弧插補控制,并且可以接入手搖輪,高速脈沖輸出可以達到500KHZ,可以作為主機也可以作為從機,靈活性更高。
3 運動控制編程設計
3.1 卷材牽引
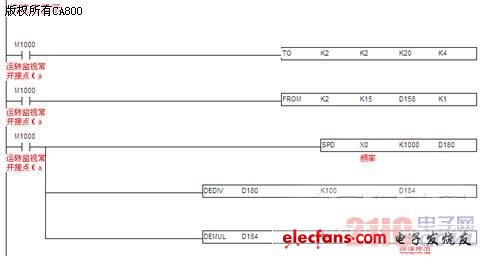
主牽引傳動采用VFD370B43B變頻器實現。變頻器的DFM數字頻率輸出,通過PLC的SPD指令采集變頻器的工作頻率,然后在程序里面轉換成單位為“米/分鐘”的數據從而達到在人機界面上面的顯示:
程序部分如下:
?














 工商網監
工商網監
評論