 電子發燒友App
電子發燒友App


?
1 引言
鋰電池極片壓延輥壓機如圖片1所示。壓延鋼棍把薄厚不均的電池極片卷材經過壓軋制得高密度均質級片材料,提高電池的容量。在壓延鋼輥的兩側分別有一個控制“斜鐵”的伺服系統,“斜鐵”的作用是控制軋輥的位置,是保證軋制工藝的基礎。根據軋輥位置調整軋制液壓,控制軋輥在極片上面的軋制壓力值。傳統的 “斜鐵”是采用步進電機伺服系統控制方式,控制精度受到限制,極片上面的壓力完全靠人工經驗來判斷和實現液壓調整。
2 系統設計
整個機器的工作是控制張力的收放卷流程。關于收放卷橫張力控制部分采用臺達BW系列變頻器,已經測試成功,本文著重介紹20PM運動控制器應用部分。
2.1 工藝技術指標
(1)保持極片在收卷的過程中保持張力恒定。
(2)保證斜鐵走位的準確,壓力給定的準確。
(3)最高線速度為30米/分,最低線速度為0米/分。
2.2 系統原理設計
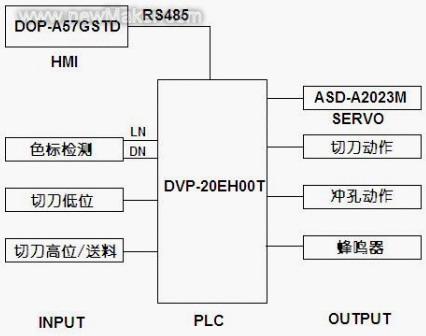
極片壓延輥壓機自動化系統基于臺達機電技術平臺。配套PLC包括主機DVP16EH00T2和擴展模塊DVP-20PM00D;DVP04AD-H2;DVP04DA-H2;DVP08SN。觸摸屏人機界面DOP-A10THTD。系統架構如圖2所示。
PLC控制器DVP16EH00T2主要是實現對從站模塊的控制,通過自身的數字量的點和20PM所帶的數字量點實現對收卷、放卷、報警、整機啟動、整機停止、切邊、糾偏控制器等多個點的控制。DVP-20PM00D運動控制器完成對兩軸伺服“斜鐵”的精確控制,模擬量模塊是實現液壓部分電壓信號的采集,然后通過PLC處理后再輸出控制。
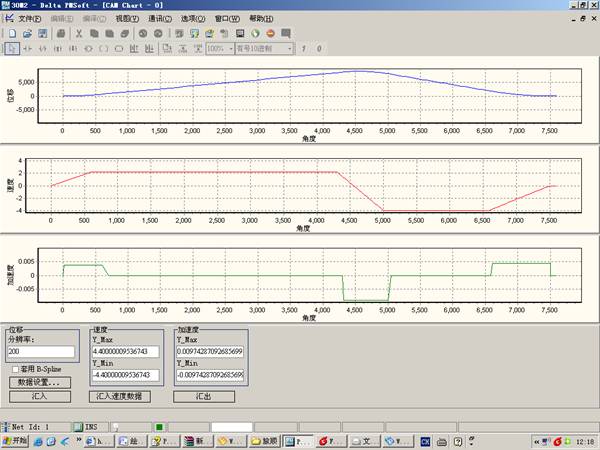
2.3運動控制模塊簡介
臺達DVP-20PM00D運動控制擴展模塊的最大特點是直接提供電子凸輪功能,或者說DVP-20PM00D是內置電子凸輪功能的PLC,所以有些場所直接稱呼DVP-20PM00D為臺達20PM運動控制器。選擇20PM的原因就是因為20PM是專用的運動控制模塊,這塊模塊不但同時可以控制雙伺服,而且有雙手搖輪輸入,并且模塊本體還帶有8入8出的數字量控制點等諸多因素,這樣可以大幅度提升產品在市場上的競爭能力。
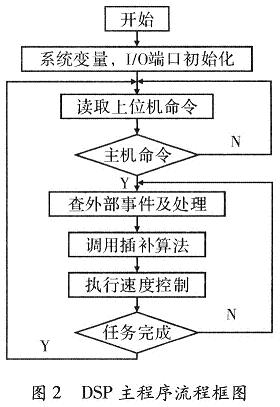
臺達DVP-20PM00D采用高速雙CPU結構形式,利用獨立CPU處理運動控制算法,可以很好地實現各種運動軌跡控制、邏輯動作控制,直線/圓弧插補控制,并且可以接入手搖輪,高速脈沖輸出可以達到500KHZ,可以作為主機也可以作為從機,靈活性更高。
3 運動控制編程設計
3.1 卷材牽引
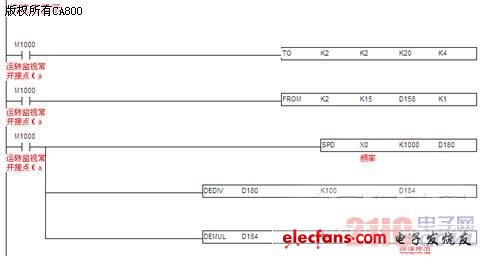
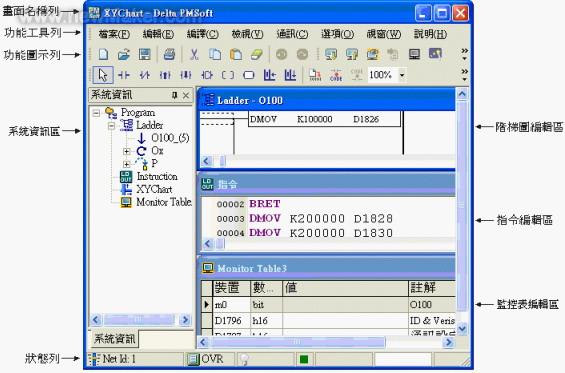
主牽引傳動采用VFD370B43B變頻器實現。變頻器的DFM數字頻率輸出,通過PLC的SPD指令采集變頻器的工作頻率,然后在程序里面轉換成單位為“米/分鐘”的數據從而達到在人機界面上面的顯示:
程序部分如下:
?
3.2 長度計量
整個設備在正式生產運行的時候是必須對電池極片進行測量的,對此采用一個0.1米/脈沖的類似編碼器的計米器,安裝在張力浮動輥上面,從而實現自動計量長度。
計米器程序如下:

?
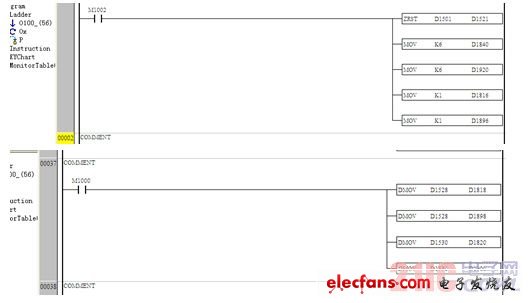
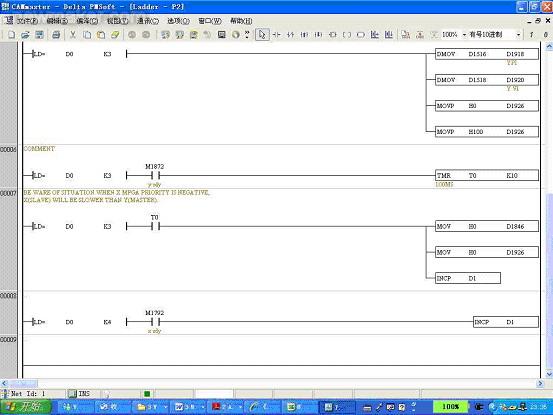
3.3 20PM運動控制初始化
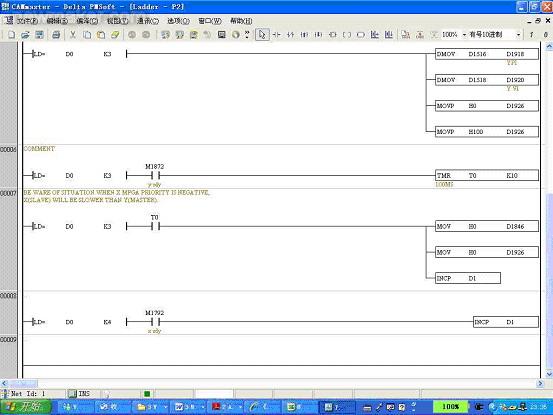
20PM的初始化和部分程序如下:
?
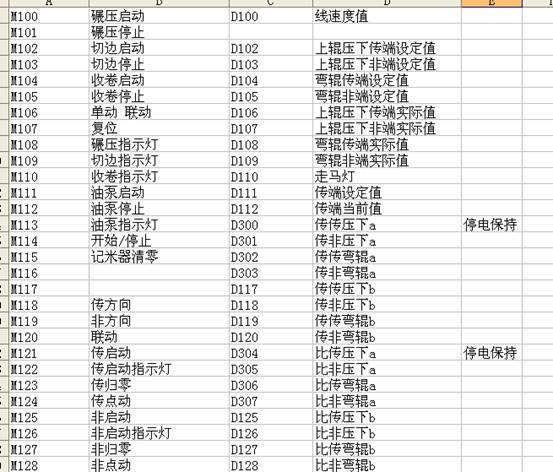
20PM地址定義如下:

?

?
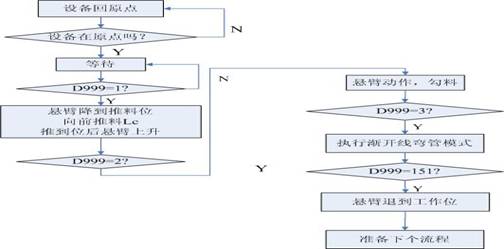
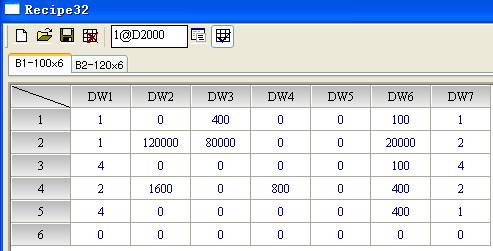
在設備的傳動側,可以實現對2臺伺服的聯動控制和單獨控制,暫時客戶由于經費原因暫時沒有使用手搖輪,在后續機型當中會把手搖輪加上去,這樣單獨控制會更加簡單。伺服的行走距離可以通過觸摸屏上面進行設置,可以通過觸摸屏顯示當前行走距離,可以顯示當速度,可以通過“歸零”按鈕實現對單個伺服的回原點控制。可以通過配方功能把伺服的一些參數提前寫入到觸摸屏里面,隨時根據情況進行調整。
3.4 20PM應用經驗
20PM運動控制器程序設計的關鍵在于熟悉產品控制重點,在軟件方面要充分理解20PM里面的特殊寄存器和CR特殊寄存器之間的關系,這一點在剛剛接觸20PM運動控制模塊的時候會經常出現的問題。在程序設計的難點主要集中在“主程序”、“副程序”、“運動副程序”三者之間的關系,否則會出現不能正常控制的現象。對于這一點,必須認真參看使用說明書。
4 結束語
目前該系統已正式投產使用,客戶已經提供給深圳比亞迪公司1套,其余4套正在生產中。此外,DVP20PM00D在其它機電一體化制造領域完全有能力適應復雜的要求,這些行業例如:手機生產線的涂膠機、包裝機行業中的飛剪、機床行業中的飛鋸、印刷機行業中的電子軸裁切及套印、紡機行業中的精密絡筒繞線等等。














 工商網監
工商網監
評論