 電子發(fā)燒友App
電子發(fā)燒友App


2017年CATL寧德時(shí)代奪下了全球鋰離子動(dòng)力電池銷量榜的冠軍。這證明了中國(guó)鋰電也已突破日韓包圍,正在崛起為全球鋰離子動(dòng)力電池行業(yè)的領(lǐng)導(dǎo)者。這家成立于2011年的年輕新能源企業(yè)為何能夠后來(lái)居上?為何能保持著車用鋰電池“零事故”的行業(yè)記錄呢?
近日,在央視2套播出的紀(jì)錄片《大國(guó)重器》更加激起了我對(duì)CATL寧德時(shí)代這家明星企業(yè)的興趣。而今天就讓我們走進(jìn)CATL寧德時(shí)代的生產(chǎn)車間,一起來(lái)看看這塊被大眾,寶馬,奔馳爭(zhēng)搶的電芯是怎么制造出來(lái)的。
電芯是一個(gè)電池系統(tǒng)的最小單元。多個(gè)電芯組成一個(gè)模組,再多個(gè)模組組成一個(gè)電池包,這就是車用動(dòng)力電池的基本結(jié)構(gòu)。電池就像一個(gè)儲(chǔ)存電能的容器,能儲(chǔ)存多少的容量,是靠正極片和負(fù)極片所覆載活性物質(zhì)多少來(lái)決定的。正負(fù)電極極片的設(shè)計(jì)需要根據(jù)不同車型來(lái)量身定做的。正負(fù)極材料克容量,活性材料的配比、極片厚度、壓實(shí)密度等對(duì)容量等的影響也至關(guān)重要。
活性材料的制漿——攪拌工序
攪拌就是將活性材料通過(guò)真空攪拌機(jī)攪拌成漿狀。這是電池生產(chǎn)的第一道工序,該道工序質(zhì)量控制的好壞,將直接影響電池的質(zhì)量和成品合格率。而且該道工序工藝流程復(fù)雜,對(duì)原料配比,混料步驟,攪拌時(shí)間等等都有較高的要求。
這里攪拌的是電池的活性材料
寧德時(shí)代的攪拌車間對(duì)粉塵嚴(yán)格管控
此外,在攪拌的這一過(guò)程中需要嚴(yán)格控制粉塵,以防止粉塵對(duì)電池一致性產(chǎn)生影響,在寧德時(shí)代的生產(chǎn)車間對(duì)粉塵的管控水平相當(dāng)于醫(yī)藥級(jí)別。
將攪拌好的漿料涂在銅箔上——涂布工序
這道工序就是將上一道工序后已經(jīng)攪拌好的漿料以每分鐘80米的速度被均勻涂抹到4000米長(zhǎng)的銅箔上下面。而涂布前的銅箔只有6微米厚,可以用“薄如蠶翼”來(lái)形容。
涂布工序最重要的是厚度和重量的一致性
涂布至關(guān)重要,需要保證極片厚度和重量一致,否則會(huì)影響電池的一致性。涂布還必須確保沒(méi)有顆粒、雜物、粉塵等混入極片。否則會(huì)導(dǎo)致電池放電過(guò)快,甚至?xí)霈F(xiàn)安全隱患。
將銅箔上負(fù)極材料壓緊再切分——冷壓與預(yù)分切
在碾壓車間里,通過(guò)輥將附著有正負(fù)極材料的極片進(jìn)行碾壓,一方面讓涂覆的材料更緊密,提升能量密度,保證厚度的一致性,另一方面也會(huì)進(jìn)一步管控粉塵和濕度。
冷壓就是將鋁箔上的正負(fù)極材料壓緊壓實(shí),這對(duì)提升能量密度也很重要
將冷壓后的極片根據(jù)需要生產(chǎn)電池的尺寸進(jìn)行分切,并充分管控毛刺(這里的毛刺只能在顯微鏡下看清楚了)的產(chǎn)生,這樣做的目的是避免毛刺扎穿隔膜,產(chǎn)生嚴(yán)重的安全隱患。
切出電池上正負(fù)極的小耳朵——極耳模切與分條
極耳切模工序就是用模切機(jī)形成電芯用的導(dǎo)電極耳。我們知道電池是分正負(fù)極的,極耳就是從電芯中將正負(fù)極引出來(lái)的金屬導(dǎo)電體,通俗的說(shuō)電池正負(fù)兩極的耳朵,是在進(jìn)行充放電時(shí)的接觸點(diǎn)。
而接下來(lái)的分條工序就是通過(guò)切刀對(duì)電池極片進(jìn)行分切。
極耳模切簡(jiǎn)單說(shuō)就是做出正負(fù)兩極的小耳朵
完成電芯的雛形——卷繞工序
在這里,電池的正極片、負(fù)極片、隔離膜以卷繞的方式組合成裸電芯。先進(jìn)的CCD視覺(jué)檢測(cè)設(shè)備可實(shí)現(xiàn)自動(dòng)檢測(cè)及自動(dòng)糾偏,確保電芯極片不錯(cuò)位。
卷繞工序后電芯的雛形基本形成
有了CCD視覺(jué)檢測(cè)設(shè)備的輔助,CATL寧德時(shí)代的電池生產(chǎn)車間在國(guó)際上屬于自動(dòng)化程度最高的電池生產(chǎn)車間之一。
去除水分和注入電解液——烘焙與注液
水分是電池系統(tǒng)的大敵,電池烘烤工序就是為了使電池內(nèi)部水份達(dá)標(biāo),確保電池在整個(gè)壽命周期內(nèi)具有良好的性能。
為了去除水分,電芯需要進(jìn)行烘烤
而注液,就是往電芯內(nèi)注入電解液。電解液就像電芯身體里流動(dòng)的血液,能量的交換就是帶電離子的交換。這些帶電離子從電解液中運(yùn)輸過(guò)去,到達(dá)另一電極,完成充放電過(guò)程。電解液的注入量是關(guān)鍵中的關(guān)鍵,如果電解液注入量過(guò)大,會(huì)導(dǎo)致電池發(fā)熱甚至直接失效,如果注入量過(guò)小,則又影響電池的循環(huán)性。
電芯激活的過(guò)程——化成
化成是對(duì)注液后的電芯進(jìn)行激活的過(guò)程,通過(guò)充放電使電芯內(nèi)部發(fā)生化學(xué)反應(yīng)形成SEI膜(SEI膜:是鋰電池首次循環(huán)時(shí)由于電解液和負(fù)極材料在固液相間層面上發(fā)生反應(yīng),所以會(huì)形成一層鈍化膜,就像給電芯鍍了一層面膜。),保證后續(xù)電芯在充放電循環(huán)過(guò)程中的安全、可靠和長(zhǎng)循環(huán)壽命。將電芯的性能激活,還要經(jīng)過(guò)X-ray監(jiān)測(cè)、絕緣監(jiān)測(cè)、焊接監(jiān)測(cè),容量測(cè)試等一系列“體檢過(guò)程”。
化成工序當(dāng)中還包括,對(duì)電芯“激活”后第二次灌注電解液、稱重、注液口焊接、氣密性檢測(cè);自放電測(cè)試高溫老化及靜置保證了產(chǎn)品性能。
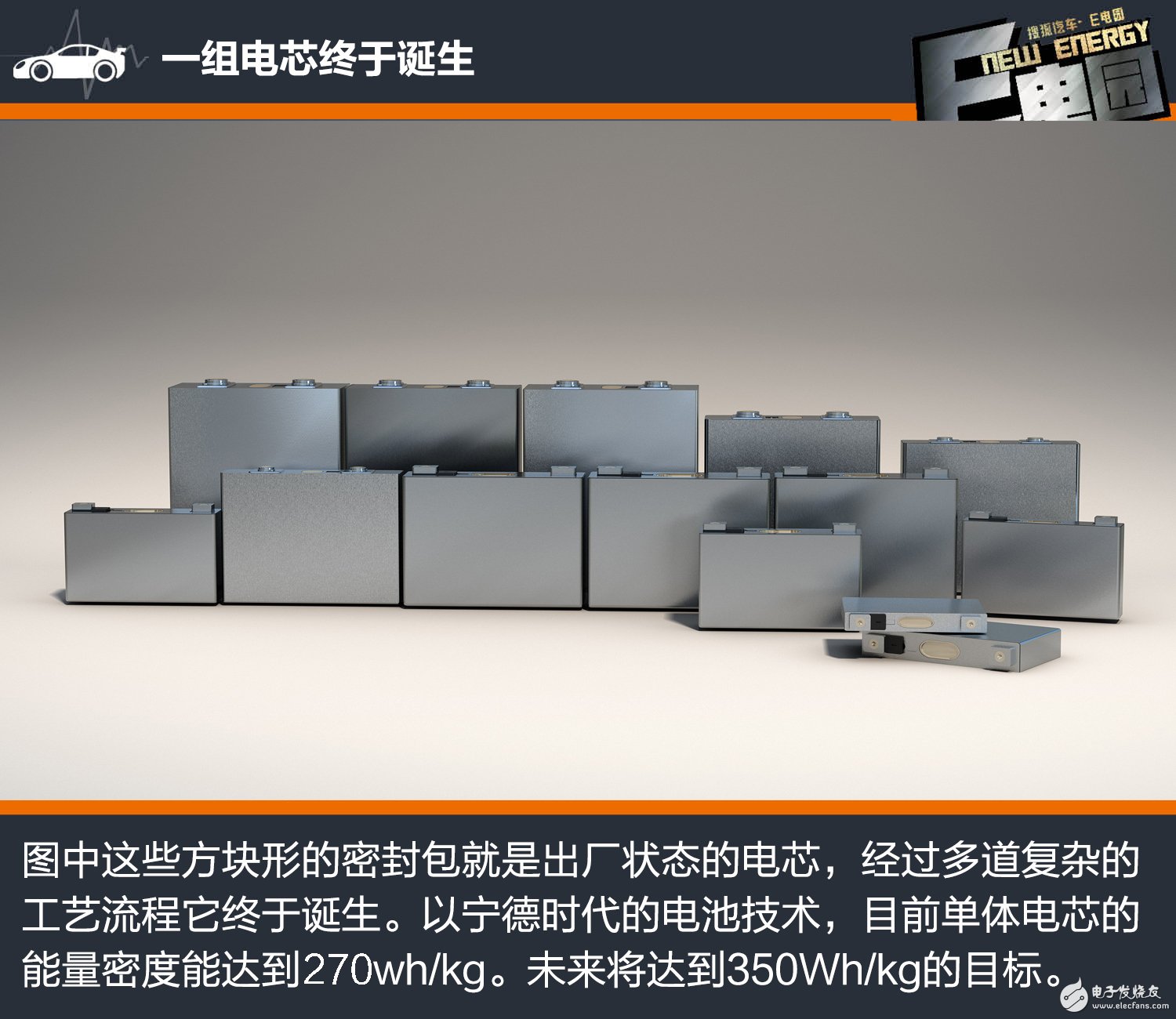
所有制造好后的每一個(gè)電芯單體都具有一個(gè)單獨(dú)的二維碼,記錄著出生日期,制造環(huán)境,性能參數(shù)等等。強(qiáng)大的追溯系統(tǒng)可以將任何信息記錄在案。如果出現(xiàn)異常,可以隨時(shí)調(diào)取生產(chǎn)信息;同時(shí),這些大數(shù)據(jù)可以針對(duì)性地對(duì)后續(xù)改良設(shè)計(jì)做出數(shù)據(jù)支持。
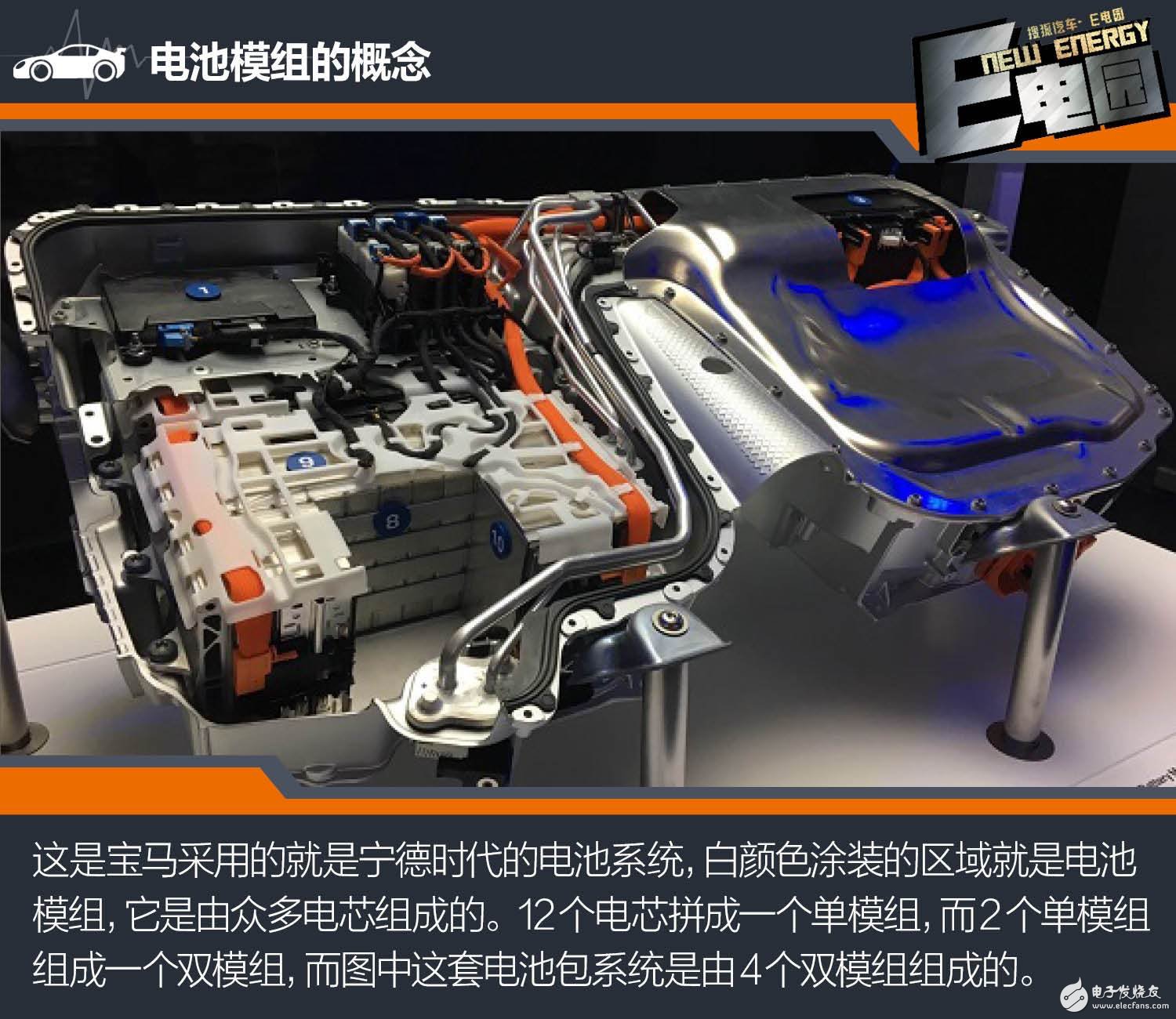
單個(gè)的電芯是不能使用的,只有將眾多電芯組合在一起,再加上保護(hù)電路和保護(hù)殼,才能直接使用。這就是所謂的電池模組。
電池模組(module)是由眾多電芯組成的。需要通過(guò)嚴(yán)格篩選,將一致性好的電芯按照精密設(shè)計(jì)組裝成為模塊化的電池模組,并加裝單體電池監(jiān)控與管理裝置。CATL的模組全自動(dòng)化生產(chǎn)產(chǎn)線,全程由十幾個(gè)精密機(jī)械手協(xié)作完成。另外,每一個(gè)模組都有自己固定的識(shí)別碼,出現(xiàn)問(wèn)題可以實(shí)現(xiàn)全過(guò)程的追溯。
從簡(jiǎn)單的一顆電芯到電池包的生產(chǎn)過(guò)程也是相當(dāng)復(fù)雜,需要多道工序,一點(diǎn)不比電芯的制造過(guò)程簡(jiǎn)單。
上料
將電芯傳送到制定位置,機(jī)械手自動(dòng)抓取送入模組裝配線。
在寧德時(shí)代的車間內(nèi)從自動(dòng)搬運(yùn)材料到為設(shè)備喂料100%實(shí)現(xiàn)了自動(dòng)化
給電芯洗個(gè)澡——等離子清洗工序
對(duì)每個(gè)電芯表面進(jìn)行清洗(CATL寧德時(shí)代采用的是等離子處理技術(shù)保證清潔度)。這里采用離子清潔,保證在過(guò)程中的污染物不附著在電芯底部。
為什么要采用等離子清洗技術(shù)?原因在于,等離子清洗技術(shù)是清洗方法中最為徹底的剝離式清洗方式,其最大優(yōu)勢(shì)在于清洗后無(wú)廢液,最大特點(diǎn)是對(duì)金屬、半導(dǎo)體、氧化物和大多數(shù)高分子材料等都能很好地處理,可實(shí)現(xiàn)整體和局部以及復(fù)雜結(jié)構(gòu)的清洗。
等離子清洗過(guò)程
將電芯組合起來(lái)——電芯涂膠
電芯組裝前,需要表面涂膠。涂膠的作用除了固定作用之外,還能起到絕緣和散熱的目的。CATL寧德時(shí)代采用國(guó)際上最先進(jìn)的高精度的涂膠設(shè)備以及機(jī)械手協(xié)作,可以以設(shè)定軌跡涂膠,同時(shí)實(shí)時(shí)監(jiān)控涂膠質(zhì)量,確保涂膠品質(zhì),進(jìn)一步提升了每組不同電池模組的一致性。
電芯的涂膠過(guò)程
給電芯建個(gè)家——端版與側(cè)板的焊接
電池模組多采用鋁制端板和側(cè)板焊接而成,通過(guò)機(jī)器人進(jìn)行層壓和端板、側(cè)板焊接處理。
線束隔離板裝配
焊接監(jiān)測(cè)系統(tǒng)準(zhǔn)確定位焊接位置后,綁定線束隔離板物料條碼至MES生產(chǎn)調(diào)度管理系統(tǒng),生成單獨(dú)的編碼以便追溯。打碼后通過(guò)機(jī)械手將線束隔離板自動(dòng)裝入模組。
線束隔離板的安裝過(guò)程
完成電池的串并聯(lián)——激光焊接
通過(guò)自動(dòng)激光焊接,完成極柱與連接片的連接,實(shí)現(xiàn)電池串并聯(lián)。
下線前的重要一關(guān)——下線測(cè)試
下線前對(duì)模組全性能檢查,包括模組電壓/電阻、電池單體電壓、耐壓測(cè)試、絕緣電阻測(cè)試。標(biāo)準(zhǔn)化的模組設(shè)計(jì)原理可以定制化匹配不同車型,每個(gè)模塊還能夠安裝在車內(nèi)最佳適合空間和預(yù)定位置。
每個(gè)電池包包含了若干電池單元,與連接器、控制器和冷卻系統(tǒng)集成到一起,外覆鋁殼包裝。通過(guò)螺栓自動(dòng)固緊,由電氣連接器相連,即使發(fā)生故障,僅需更換單獨(dú)的模組即可,不必更換整個(gè)電池組,維修工作量和危險(xiǎn)性大大降低,更換模組僅需把冷卻系統(tǒng)拆解,并不涉及其他構(gòu)件。
其實(shí),電動(dòng)汽車從最初的設(shè)計(jì)階段就要通過(guò)各種方法,最大程度保證安全性。然而,再完美的設(shè)計(jì)還得經(jīng)過(guò)實(shí)踐測(cè)試的考量。在寧德時(shí)代,只有成功通過(guò)這些磨練的電池產(chǎn)品,才能被放行使用。
590攝氏度火燒測(cè)試
590攝氏度火燒電池是什么概念?我們知道金星的地面溫度是464攝氏度,在這樣的高溫下,鉛、鋅等金屬材料早已熔化。但是,電池組卻要在這樣的高溫下進(jìn)行“生存”挑戰(zhàn)。
在安全性能方面國(guó)家的標(biāo)準(zhǔn)是外部燃燒130秒,電池不起火、不爆炸。然而,作為行業(yè)領(lǐng)軍企業(yè)CATL寧德時(shí)代卻有著更高的要求,不僅做到了外部燃燒130秒后電池依然可以正常工作,的國(guó)家標(biāo)準(zhǔn),更達(dá)到了在590攝氏度的情況下連續(xù)燃燒1小時(shí)后,電池依然沒(méi)有爆炸危險(xiǎn)。
連續(xù)21小時(shí)振動(dòng)試驗(yàn)
在日常用車當(dāng)中,免不了要通過(guò)一些顛簸路面,電池產(chǎn)生的振動(dòng)可能會(huì)引發(fā)質(zhì)量不過(guò)關(guān)的電池產(chǎn)品固定不良,零部件松動(dòng),甚至外殼破裂最后引發(fā)安全失效的等情況。
所以我們需要模擬車輛震動(dòng)對(duì)電池包產(chǎn)生的影響。振動(dòng)臺(tái)用來(lái)模擬電池包在實(shí)際使用中會(huì)遇到的顛簸路況,環(huán)境箱用來(lái)提供不同的溫度環(huán)境,充放電機(jī)則用以提供充放電的實(shí)際工作情況。這三部分組成了帶溫度帶負(fù)載的振動(dòng)測(cè)試系統(tǒng)。












 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論